
There are many machine spindle/toolholder interfaces, including HSK, Big Plus and Coromant Capto. The latter is, in fact, standardised as ISO/DIS 26623, meaning that other toolholder makers can supply it – WNT (0114 249 6249) and Sumitomo Electric Hardmetal (01844 342081), for example. The most appropriate choice of spindle interface comes down to the required bending stiffness and clamping force.
Spindle/toolholder interfaces have evolved considerably over the years. The first well known interface was the Morse taper, developed for drilling as far back as 1868. Thereafter, the 7/24 steep taper (also called ISO taper) was introduced in 1927. Gripper grooves and pull studs were added for tool change purposes in the 1960s, with three main regional variations: MAS-BT (Asia); ISO/DIN (Europe); and CAT-V (America).
The drawback with 7/24 steep taper interfaces is a lack of bending stiffness and rpm capability, due primarily to low clamping force (effected via a pull stud) and insufficient face contact between the toolholder and spindle nose face. As a result, more developments came to market. For instance, in 1992, HSK was developed in Germany by the DIN committee. Intended for higher speed machining centres, it features toolholder flange/spindle nose contact and hollow taper segment clamping, thus removing the need for pull studs. Depending upon the variant, they have drive keys, except for some high spindle speed styles.
Assuming that equivalent force is applied to the drawbar, twice as much clamping force is exerted on the flange of an HSK shank compared to a steep taper shank. This extra clamping force makes the radial stiffness of HSK toolholders up to five times greater than the value for 7/24 taper systems, so more resistant to bending.
BIG Plus, developed in Japan by BIG Daishowa and a 7/24 taper variant, boasts tighter manufacturing tolerances that allow spindle nose/tooholder flange and spindle bore/toolholder taper contact, but it still employs pull studs for clamping.
The third coupling, developed during the same period, is Sandvik Coromant’s Coromant Capto (www.sandvik.coromant.com/uk), which brings together the benefits of both HSK and Big Plus, but removes the need for drive keys by instead employing a tapered polygon shaft. The improved radial precision and torque transmission serves not just the demands for machining centres, but also turning centres, multi-tasking turn-mill machines and vertical lathes, for both rotating and static tooling.
Two of the main requirements/limitations of a coupling are: bending stiffness – challenged by long tools or through high cutting forces; and torque transmission – force times rotating cutter radius.
Spindle nose/toolholder flange face contact increases the ‘platform base’, thus reducing the leverage of the cutting force, with the greater the clamping force to restrain a coupling, the greater is the cutting force required to ‘topple’ it.
Other influential coupling characteristics include cross-sectional area, where a reduction of the tool diameter relative to the flange contact diameter will reduce tool stiffness.
RWTH Aachen University in Germany carried out a study of Coromant Capto and comparable toolholding systems. A test performed by the university’s machine tool laboratory (WZL) compared the bending stiffness and torque resistance of Coromant Capto to that of other sizes of standard couplings. And the results were striking: none of the competing toolholding systems could achieve even close to the same results as the Coromant Capto coupling.
Among other things, the study showed that the larger wall thickness of Coromant Capto in comparison to HSK allows for higher clamping forces, and these higher clamping forces translate into increased bending stiffness.
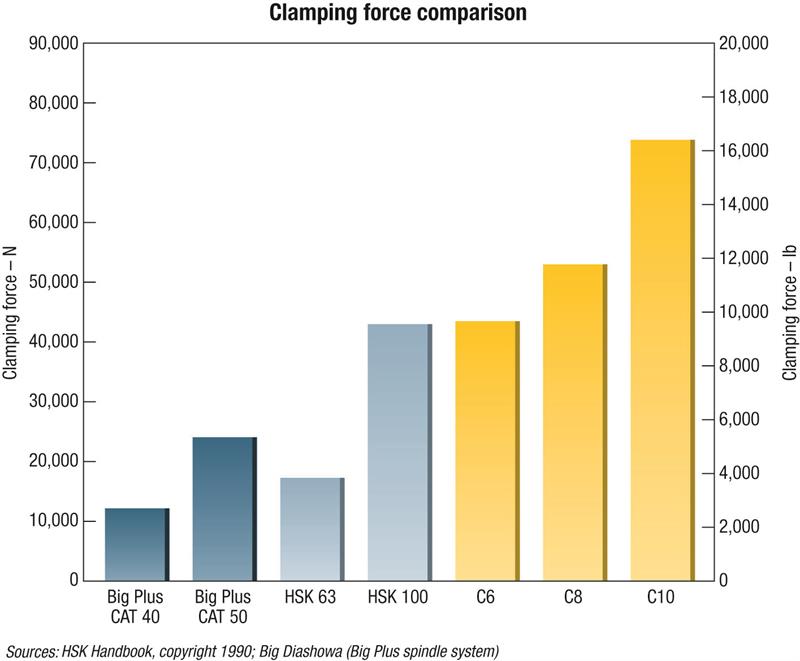
According to BIG Daishowa, the BIG Plus CAT 40 coupling has a maximum clamping force of around 10,000 N, while BIG Plus CAT 50 increases this figure to 25,000 N. HSK 63 couplings fall somewhere in the middle of these clamping forces (according to the HSK handbook 1999), while HSK 100 provides a maximum clamping force of 43,570 N. Coromant Capto C6 coupling is comparable to HSK 100, but a C8 coupling (circa 55,000 N) or a C10 coupling (around 75,000 N) clearly provide a far higher clamping force.
The research at WZL suggests that this translates into enhanced bending stiffness. WZL found that C6 has 1.65 times better interface stiffness than HSK A63. Furthermore, toppling of the face contact proved some 2.88 times better. Corresponding figures for C10 were 1.51 for the interface stiffness and 2.15 for the toppling of the face contact when compared with HSK A100. (HSK A is for moderate spindle speed and moderate torque applications, having two drive keys. Clamping force is identical, regardless of HSK type, however).
TORSION TEST TRIUMPH
The results were equally impressive from a series of torsion tests, which concluded that Coromant Capto C6 has 2.29 times better torque resistance than HSK A63, while the resulting twisting angle is 7.1 times better. Corresponding figures for C10 were 1.85 for the torque resistance and 4.0 for the twisting angle, in comparison to HSK A100.
Rotating tool applications demand a spindle interface with face contact, and Big Plus and HSK A provide good enough stability for the majority of cases. For heavy duty applications, where tools having a long gauge line leading to high bending forces, C10 should be considered before a larger coupling like HSK A125 or SK60, while for high rpm applications HSK E or F should be considered.
The Coromant Capto rotating spindle is mainly recognised today for multi-task (B-axis) machine applications, due to its inherent diversity, since it can handle the torque and bending stiffness requirements for both static and rotating applications. Driven toolholders for turret applications are another typical area of application, allowing a quick-change tool solution in a restricted space. But 5-axis machining centres having turning capabilities also increase the demand for Coromant Capto, and machines with this interface are available.
ONE MORE TO CONSIDER
Not mentioned in the article or included in WZL’s experiments is Kennametal’s KM4X. This is described as “the spindle connection you want for aggressive machining of large, structural components like titanium aerospace parts”. It claims “three times the bending moment resistant capacity, compared to other tool systems”. John R Tucker, vice president and president of the Industrial Business Segment for Kennametal Inc, said of the system: “The KM4X spindle connection is the most rigid system in the world today.” (See YouTube video: http://is.gd/IEgGrs).
KEEPING IT ALL TOGETHER
Apart from the spindle interface, there is also the matter of the toolholder and cutter interface, and systems that resist tool pull-out or rotational slippage are available.
A number of products have been launched:
- Gewefa’s single-point boring bar holder offers a 50% increase in cutter life, due to the more secure grip, guaranteed repeatability when changing like-for-like bars and a simple, foolproof fitting process. www.machinery.co.uk/87048
- Designed as a high torque chuck for all rotating applications, Kennametal’s HydroForce HT universal hydraulic chuck is a more compact and stable design. Having a 40% thicker front wall cross-section, the clamping force of HydroForce HT is up to three times higher than regular hydraulic chucks. www.machinery.co.uk/82544
- WNT Centro P.WD Wedge Collet maximises the potential of Weldon shank-style cutters through its simple, yet extremely effective, mechanical clamping system. The precision collets will enhance process security by eliminating any risk of cutters ‘pulling out’ under cutting conditions. www.machinery.co.uk/87039
- Kaiser Precision Tooling has released its Mega Perfect Grip, a heavy duty milling chuck for heat-resistant super alloys (HRSAs) that eliminates end-mill pull-out under any torque load, says the company. www.machinery.co.uk/73804
- Schunk Tendo Aviation combines the strengths of hydraulic expansion technology with the benefits of Weldon toolholders. The system boasts an integrated anti-pull-out locking mechanism that ensures orientation of the Weldon shank tools and form-fit clamping. www.machinery.co.uk/66350
- The Haimer anti-pull-out system is offered by a number of companies (http://is.gd/JQzZKz), most recently OSG Corporation, which signed a strategic partnership and licensing agreement to bring round end-mill cutting tools to market globally with the Haimer Safe-Lock system. www.machinery.co.uk/76143


