Degreasing choices - trichloroethylene still in the running
8 mins read
Solvent degreasing specialist Kumi Solutions held an event earlier this year to raise awareness about safe continued use of solvents. Andrew Allcock attended and reveals latest solvent thinking [extended version of magazine feature]

Nuneaton-based Kumi Solutions represents German firm Pero, the largest privately owned manufacturer of aqueous and solvent degreasing systems in Germany. Kumi Solutions' managing director, Simon Graham, said the company produces between 120 and 150 machines each year, 65 per cent of these for solvent applications (80 per cent universal/20 per cent hydrocarbon).
During the event, Kumi Solutions partnered with SAFECHEM Europe, 3S-ChemConsult and Dow Europe. SAFECHEM Europe GmbH, a wholly-owned subsidiary of The Dow Chemical Company, provides consultancy, not product. It works with end users, chemical distributors, degreasing unit suppliers, such as Pero, and waste disposal firms. 3S-ChemConsult is an independent consultant, run by REACH legislation specialist Dr Hans-Norbert Adams. The trio variously highlighted a number of issues.
Image: Visitors first heard about the technology of solvent degreasing and then saw it for themselves
SOLVENT CONCENTRATION
Concentrating on the solvent side of the technology, Mr Graham notes that Pero's sealed machines can use almost any solvent – chlorinated hydrocarbon or class A3 hydrocarbons, with on-site conversion possible, taking just 1-3 days. Pero has some 500+ universal machines in the field, in fact.
A key message was that users should choose the most appropriate solvent for its cleaning and environmental requirements and, if a need to change solvent arises, then it should not then be necessary to change your machine. With Pero, it won't be, he underlines.
In terms of legislation compliance, its sealed systems help users comply with Europe's Solvent Emissions Directive (see extended web article at Machinery website here), while he notes that operator exposure levels from its machines are below 5 PPM, although a carbon regeneration system can be fitted to eliminate this completely. The HSE occupational exposure limit (OEL) for trichloroethylene is 100 PPM (8 hour exposure, TWA), with a 20 PPM achievable, even with open top systems, in fact. But Europe's Scientific Committee for Occupational Exposure Limits recently proposed a 10 PPM limit, it was revealed. ( Click here for a full list of HSE OELs)
The benefits of vacuum technology, standard with Pero machines, were also stressed, with reference to certain aerospace parts - for example, honeycomb seal rings that have up to 45,000 holes, 1-5 by 20 mm deep, and which also have very low mass (low heat retention). Drying via evaporation is not possible, so residual heat, plus reduced atmospheric pressure to raise lower solvent boiling point, is key to achieving best oil removal.
And, apart from cleaning benefits, the cost benefits of vacuum versus atmospheric pressure technology were also highlighted. These include both the lower cost of energy – more required to dry off parts at atmospheric pressure - and superior distillation performance, leading to lower energy input per distilled unit volume. But much of the day was given over to explaining legislative and chemical issues.
Many companies may still be using trichloroethylene in open top tanks systems, as they are not covered by the Solvent Emissions Directive (that is, they do not consume over 1 tonne/year) and can comply with the MEL figure, with a suitably modified system. These users will, as of the end of this year, need to have moved to an enclosed system, however. This is because of the so-called Voluntary Industry Commitment (VIC), which sees all European trichloroethylene producers state that they will not supply product to open top tank users (see also extended article for tank upgrade option news). They require them to sign a 'Declaration of Awareness and Declaration of Conformity' to confirm that the chemical will be used only in an enclosed system and that the system exclusively employs trichloroethylene. The chemical distributor is the one responsible for ensuring this and must keep a copy of the certificates on file. If customers do not sign the certificates, then supply is expected to be withdrawn.
ALTERNATIVES' DIFFERENCES
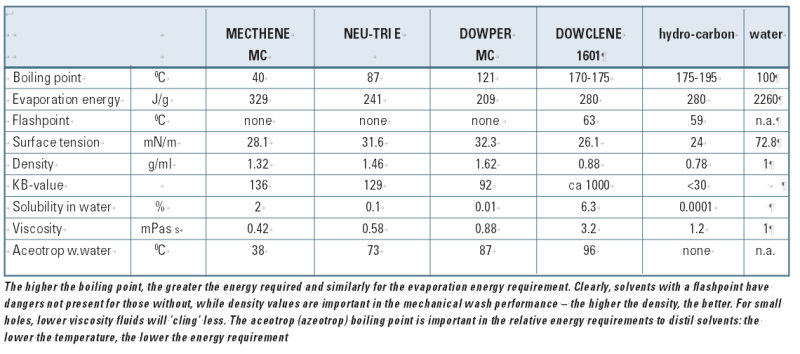
Alternatives to trichloroethylene (Dow's NEU-TRI E) were highlighted, however: Perchloroethylene – DOWPER MC; Methylene Chloride – MECTHENE MC; and modified alcohols – DOWCLENE™ 16xx series. But each one's relative performance in specific areas versus NEU-TRI was highlighted (see graphic, link below), which, in effect, underlined why trichloroethylene is so good. So, any change to an alternative requires a thorough assessment, it was pointed out.
Image: The varying properties of different solvents were highlighted
In addition, the benefits of chemical stability for chlorinated hydrocarbons was highlighted. The formation of acid cannot be eliminated in any system, it was emphasised, with this damaging both parts and equipment. For chlorinated solvents and DOWCLENE 1601 (non-chlorinated, modified alcohol), pH management is possible, but impossible for hydrocarbons.
It was also underlined that nPB is not a less harmful substance or preparation than trichloroethylene, as has been promoted, and should not be considered as a substitute. ENVIRO Tech Europe challenged the R60 (toxic regarding reproduction)/R11 (flammability) classification, but a ruling last year supported the European Commission's original classification.
In terms of trichloroethylene's future legal situation, European producers and importers must register trichloroethylene under REACH - European Union regulation concerning the Registration, Evaluation, Authorisation & restriction of CHemicals. A consortium has been established through REAChCentrum, under the leadership of The Dow Chemical Company, and is preparing the REACH dossier for trichloroethylene. The consortium is planning for the completion of registration prior to 30 November this year, pre-empting such a demand for authorisation, which is not yet required. Currently, trichloroethylene is generally considered to be sufficiently regulated and under adequate control, offers SAFECHEM.
Part of that view is related to the VIC already described, while DOW and SAFECHEM offer Safe-Tainer, a state-of-the-art closed-loop technology for the safe supply, handling and storage of fresh solvents, as well as the safe take-back of used solvents, which is replacing drum supply. Since Safe-Tainer's introduction last April, drum supply has diminished.
But Dr Hans-Norbert Adams states that while the current so-called candidate list of chemicals to be controlled under REACH does not mention trichloroethylene, that does not preclude its inclusion on a further list, perhaps if the VIC fails, which could lead to more onerous controls. But, with Pero units, solvent flexibility is catered to, which was one of the messages from the day, of course.
Box items
Solvent Emissions Directive
Aqueous replaces solvent
Degreasing applications and developments in brief
Box item 1
Solvent Emissions Directive
The European Union Solvent Emission Directive 1999/13/EC (SED) covers those companies consuming greater than 1 tonne of volatile organics chemicals, such as trichloroethylene. The SED calls for such users to: meet an emission limit value in waste gases and a fugitive emission limit value; or meet the total emission limit value; or implement a solvent reduction scheme to reduce emissions from the installation equal to those that would be achieved by meeting the total emission limit value.
According to the Directive, for "surface cleaning", companies consuming over 1 tonne and between 1 and 5 tonnes of solvent per year, the waste gas emissions limit is 20 mg C/Nm3 (for the compound not only carbon) and the fugitive emissions limit is 15 per cent of solvent input; figures for companies using more than 5 tonnes/year are 20 and 10, respectively.
There are stricter requirements for potentially more harmful substances, such as halogenated VOCs, which are assigned the risk phrase R40, or VOCs that are classified as carcinogenic, mutagenic or toxic to reproduction and which carry the risk phrase R45, R46, R49, R60 or R61. Trichloroethylene is Risk phase R45. The Directive says "Substances or preparations which, because of their content of VOCs classified as carcinogens, mutagens, or toxic to reproduction under Directive 67/548/EEC (1), are assigned or need to carry the risk phrases R45, R46, R49, R60, R61, shall be replaced, as far as possible and by taking into account the guidance as mentioned in Article 7(1), by less harmful substances or preparations within the shortest possible time." Article 7 (1) brings the following into the equation: fitness for use; potential effects on human health and occupational exposure in particular; potential effects on the environment; and the economic consequences, in particular, the costs and benefits of the options available. So, trichloroethylene can still be used.
Box item 2
Aqueous replaces solvent
Meggitt Aircraft Braking Systems has installed two MecWash Midi aqueous degreasing units to meet cleanliness requirements and SED compliance (MecWash, 01684 271600).
One of the units is installed in the new build area and the other in the repair and overhaul department.
"The bulk of our production is centred on the manufacture of wheels, brake-pads and control systems both for new build and refurbishment, the majority of which are used in extreme and challenging environments," comments Terry Aubrey, team leader at Meggitt Aircraft Braking Systems' Coventry premises.
"In turn, this means there is a wide variety of component sizes, shapes and materials used, all of which we wanted to pass through the cleaning system via a single button operation.
"We worked closely with MecWash to develop a series of basket and divider sections to allow us to process all loads, irrespective of size and make up, through a common 20 minute cycle. The in-built versatility that this variation of loading configurations gives us enables us to utilise maximum capacity, irrespective of component design – whether extremely complex or relatively simple and whether in high or low volume."
The company manufactures parts in a range of materials, including aluminium, stainless steel and brass, a number of which are plated. The complexity of many of the component shapes and configurations presents a drying challenge that is addressed by a vacuum drying system built into the MecWash design. "This ensures that there is no risk of water staying in small holes and recesses, with a consequent risk of staining or corrosion," adds Mr Aubrey.
Stuart Kelly, fitter and tester for Meggitt Aircraft Braking Systems, draws attention to a number of key factors relating to both machines.
"In the new build area, products are cleaned and then coated with an inhibitor after machining to eliminate the risk of corrosion," he explains, "and it is the removal of this that is the principal function of this MecWash installation. The operation of the second MecWash Midi, in the repair and overhaul department, focuses on removing oils, greases and material collected over extensive periods of operation. This handles both our own braking components and those from alternative sources, so versatility and performance, irrespective of design and configuration, are vital," he continues.
"In both areas, each manufactured unit could comprise up to 30 components, so having a choice of basket dividers that allows these to be processed in unison is also fundamental. Add this to the ability of the MecWash system to perform without raising the temperature too high – of particular consideration with aluminium anodised components – and the ability of both machines in our two separate manufacturing areas, is even more notable," he adds.
Both installations have been fitted with an Aqua-Save waste water processing system from MecWash Systems' Aqua-Save Technologies Division. Using a process of evaporation, the Aqua-Save separates the contamination from the wash water for disposal off site; the clean water is then reused in the wash. This not only enhances the environmental performance of Meggitt Aircraft Braking Systems, but also contributes to reducing disposal costs. Overall, maintenance is also kept to a minimum with Mr Kelly reporting that the oil for the vacuum pump rarely needs to be changed, while filters only need to be replaced annually.
Box item 3
Degreasing applications and developments in brief
• Designed for fine cleaning applications and capable of cleaning to 'Class 1' specifications, the new EcoCMax single-chamber aqueous system from Dürr Ecoclean (Geo Kingsbury Machine Tools, 023 9258 0371) is a three-stage cleaning and degreasing process, including hot air drying, that takes place under vacuum in a stainless steel work chamber. Baskets of components weighing up to 150 kg are loaded manually or automatically from the front.
• The Cleantec SRK1000-AS is an innovative machine that heats water or machine coolant to 95 °C within a minute to conduct machine cleaning operations(Air Cleaning Systems, 02920 776100). The unit works at an operating pressure from 3 to 7.5 bar to clean components and machine tools.
This new development is said ideal for manufacturers that use a variety of materials on machine tools and cannot allow swarf contamination from one material to the next. The 1000SRK-AS will rapidly remove any swarf or excess material, eliminating the risk of contamination. For maintenance departments, the mobile cleaning unit can be wheeled to any machine in a production area within minutes, due to its lightweight, 55 kg frame. To further improve access to machine tools, the unit has a 5 m suction hose, 8 m power cable and 5 m lance cable attached to a standard 600 mm lance.
• Layton Technologies (01782 370400) is offering an upgrade option for older trichloroethylene degreasing equipment that may allow companies to comply with the latest requirement for the supply of the solvent beyond this year.
The Layton upgrade option provides the necessary double enclosure and has a simple internal handling system to transport work baskets from the load station to the degreasing tank, at the same time controlling the door operation to prevent losses and exposure.
• The Layton Bluestone SE range (01782 370400) can be used with a wide range of solvents, including trichloroethylene, perchloroethylene, hydrocarbons, HFEs, HFCs, Vertel, Novec, nPB, and other chemistries.
Layton says that any solvent can be used in a compliant and safe system that is capable of easily being converted to accommodate alternative solvents, if required. The system includes claimed unique low emission features, which enable the economical use of relatively high cost solvents.
First published in Machinery, May 2010



{kind=link}