
When an electric charge is applied through a travelling wire, an electrical field between the wire and the workpiece is created within what is called the 'spark gap'. Microscopic particles in the dielectric fluid are suspended in this gap and, as the voltage is increased, are attracted by the electrical field to create a channel between the wire and component.
Due to increases in temperature and pressure in the channel, some particles ionise and a spark is created. This causes a small amount of both the workpiece and wire to melt and vapourise, forming a bubble containing gas and debris. Once the pulse ends, the channel collapses and dielectric fluid rushes back into the gap, cooling and flushing the area of molten material. This process occurs thousands of times per second.
FRESH CUTTING MEDIA
"The wire drive system in EDM machines continually delivers fresh [unused] wire under constant tension to the work area, guided by a set of upper and lower wire guides," explains Martin Spencer, managing director of GF Machining Solutions UK (02476 538666), the supplier of AgieCharmilles EDM machines. "New wire is always exposed to the part, so electrode wear, per se, isn't an issue, as is the case in die-sink operations."
EDM wire available from GF Machining Solutions is certified as appropriate for many machine types (not just GFMS machines), and comes in diameters from 0.02 to 0.33 mm. The least expensive and most common type of wire is brass, which is considered multi-purpose. However, according to Spencer, brass wire coated with zinc is a better performer, offering surface finishes of <0.1 Ra. GFMS also offers a wire that is developed specifically for its own machines, a copper wire with diffused zinc coating. This is said by the company to be 30% faster in cut than is brass wire.
So, what wire for what application? Well, according to Spencer: "This really depends on the features to be machined and customer priorities, such as speed, precision, surface finish and cost efficiencies. Essentially, customers may trade off priorities to arrive at the optimum wire solution. Other variables include machine age and sophistication. High performance wire will be less effective when used in an older or more basic machine."
GFMS has created a simple 'radar' selection tool that enables customers to select the best wire for their machining operations, based on speed, accuracy, surface finish and cost. By selecting the most important priorities per operation, the tool will highlight the most appropriate wire by its brand name. GFMS EDM wire is marketed under the AC CUT brand umbrella, incidentally.
Spencer reports that recent trends include the availability of micro-wires for miniature applications (as small as 0.02 mm diameter), and composite wires for special applications. In addition, he adds: "Other ongoing developments include improved conductivity: low conductivity can create voltage drops and losses in energy that affect cutting performance," he says. "Also, there is some focus on improved tensile strength, as 'softer' wires are better for taper cutting, because they bend more easily."
Alan Hodgetts, director of Sodi-Tech EDM (024 7651 1677), which supplies Sodick machines in the UK, offers similar advice for choosing appropriate EDM wire.
"The wire material and diameter used is dependent on the process, workpiece material, size of workpiece and the surface finish you wish to achieve," he says. "Dependent on what Sodick machine is deployed, wire diameters can range from 0.01 to 0.30 mm. The most popular wire type is manufactured from brass, and the most popular diameter is 0.25 mm."
As a general rule, Hodgetts explains that bigger diameters of wire produce quicker cutting speeds, at the cost of small corner radii, whereas smaller diameters of wire have a reduced cutting speed but can produce tighter, more accurate radii.
"When compared with brass wire, the advantages of Sodick Z-wire [zinc coated] include a 30% increase in cutting speed, dependent on the machine's age and condition," he adds. "Another benefit of this wire is reduced breakage during cutting, due to increased tensile strength and a high electrical discharge limit. Also, zinc wire is highly effective in the machining of materials such as cemented carbide, titanium and Inconel."
Sodi-Tech can also offer small diameter wire under the AP brand, a piano wire with a thin brass coating that is available in diameters down to 0.03 mm. In all cases, the company only supplies genuine Sodick-endorsed wire that is single sourced.
"Sodi-Tech will endeavour to supply customers with a turnkey solution, once a machine has been ordered," says Hodgetts. "Sodick machines such as the VZ and SL series come with 0.25 mm diameter wire as standard. If the application varies away from the use of 0.25 mm wire, this will be reflected in the machine's demonstration and subsequent client training."
According to Paul Barry, technical manager at Warwick Machine Tools (WMT, 01676 534534), which offers ONA and Excetek EDM machines in the UK, the larger the wire, the bigger the gap, the more power it can transmit – so it can cut more quickly.
"All EDM wire is supplied by specialists based in Germany, Taiwan, Japan, China, Korea and India – there is a lot to choose from, so users can select the one that works best for their process, based on the size and raw material thickness," he says. "We work together with wire suppliers to ensure the customer achieves the performance levels expected from the machine, at a reasonable cost.
"Whichever wire diameter is selected for the application, all of the machine's cutting parameters will be set around it," continues Barry. "These include the wire feed rate, voltage and power profile, axis feed rates, and taper and corner control. In addition to the wire diameter, the thickness of the raw material also has a bearing on the parameters used, as there is a correlation with the surface area exposed to disintegration by the wire."
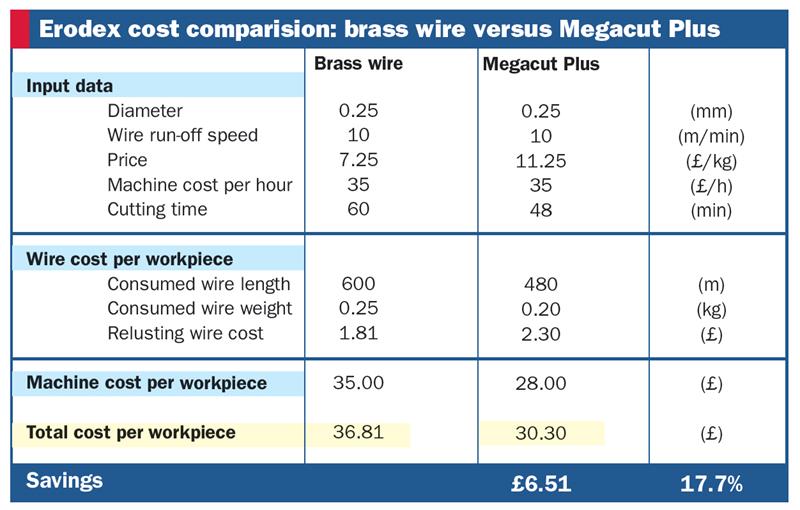
In recent wire cutting tests held in a real production environment, Bedra Megacut Plus wire was benchmarked against standard brass wire by WMT on an Excetek machine. Bedra Megacut Plus is manufactured in Germany by Berkenhoff GmbH and is available in the UK from Erodex (01384 892011).
Reports WMT's managing director, Ian Holbeche: "In a production environment, with operators who have an in-depth knowledge of the machine, we found we could tweak the parameters and achieve a 50% increase in cutting speed, even during complex profile cutting."
Independent wire supplier Erodex itself provides EDM users with a cost comparison spreadsheet that will calculate the savings that can be achieved by using latest generation coated wires. Company sales director Steve Rolinson explains: "Of course, coated wire is more expensive, initially. However, if you can increase the throughput of the machine by between 20 and 50%, the efficiency gains far outweigh the additional cost." (See table, below.)
Tony Mercer, director at EDM Plus (024 7667 8888), another independent wire supplier, says that each machine manufacturer may have a preference for the wire best suited for to its technology.
"The technology of most Asian machines is dedicated to pure brass wire, however, these machines can also run zinc-coated wire," he says. "European machines have special technologies inside for the use of coated wire. These technologies are dedicated to higher cutting speed or superior surface finish, although they can run with brass wire, too.
"In Europe, machine manufacturers have no direct wire production," Mercer continues. "There are a few Asian machine suppliers that make their own wire but, in general, wire production is undertaken by specialist companies. Wire is available commonly through various worldwide manufacturers via the sales distribution channel, which should be able to recommend different wires for different applications – there is no substitute for experience and knowledge gained over time."
With regard to trends, Mercer says that wire is currently available with different layer phases beneath the coating to combine, for example, optimum speed and surface conditions. This 'gamma' phase works by energising the material difference between the core and the coating to give a more powerful spark. He cites one such example as StammCut TE 900, which is manufactured in Germany by Heinrich Stamm GmbH (available in the UK from EDM Plus) and is characterised by a treated, open-pored coating layer.
First published in Machinery, June 2015


