First of the new products is the "world's thinnest rotary table", which boasts a 99 mm body. Two versions are offered – the standard CK160 and the CK160 with built-in rotary joint, in which case it is designated CKR160.
 The CK160 is the "world's thinnest rotary tabel"
The CK160 is the "world's thinnest rotary tabel"
The ultra-compact fourth axis is suited to mounting BT30-taper machining centre tables, but provides manufacturers with a larger machining envelope on any size of machine. The thin profile also makes the NC table ideal for use with an opposing trunnion for securing and rotating a workpiece between centres in limited working areas. If so, it may be orientated in the horizontal or vertical plane.
Detailed specifications include a 114 mm diameter table, 65 mm through-hole (for the CK160), 140 mm centre height, 340 Nm pneumatic clamping and 41.6 rpm maximum rotating speed. Indexing accuracy is 20 arc-seconds, with 4 arc-seconds repeatability. Workpieces up to 160 kg can be supported when the table is mounted horizontally, or 80 kg in the vertical.
The second new product is a small power chuck with quick-change jaws, the QJR 07. The unit joins the existing QJR 08,10 and 12 models, all of which are interchangeable with the company's large, through-hole B and BB series. QJR chucks avoid the need for long-stroke cylinders or a reduction in gripping force. (
Video above shows QJR chucks in general)
The latest QJR 07 has a maximum gripping force of 60 kN, a 53 mm through-hole and can be run at up to 6,000 rpm.
Manufactured from high grade alloy steel, the units have base jaws that are rapidly and simply changed using a manually-operated wrench. The units feature metric serrations to accommodate a wide variety of popular jaw types, including standard Kitagawa soft jaws. The chucks are, therefore, ideal for small and large batch production.
The last of the trio of new introductions are rests for shaft machining on lathes and grinding machines.
The wide range boasts a high level of build quality to ensure accuracy and safety on the shopfloor. Different versions encompass fixed or travelling positioning, vertical loading, crank shaft turning, models with an actuating cylinder, compact designs for restricted work areas and heavy duty models for components weighing up to 40 tonnes.
Elsewhere on the stand, will be an Iemca Boss 21 bar magazine, which can be used with both sliding-head and fixed-head lathes. A compact model for feeding bar from 5 to 51 mm in diameter and with a maximum length of just over 2 m, it is said to be ideal if a long barfeeder is required but space restricted. Less material is lost through remnants than if a shorter bar is used and longer periods of unattended running are possible.
The unit is actuated by an asynchronous motor, with the position of the stock is encoder controlled, while the remnant collector is at the rear of the magazine, together with the oil tank.
A second Iemca barfeeder will be on show, the established KID 80, suitable for all types of single-spindle lathe, whether fixed- or sliding-head, CNC or cam-controlled. It can accept bar diameters from 5 to 80 mm and in lengths from just 90 mm to a maximum of 1,615 mm. Operation is entirely mechanical, without the need for a compressed air connection, assuring reliable performance and efficiency.
On show for the first time in the UK will be a master plate and segment system from US firm Abbott. Ideal for turning larger diameter workpieces, the arrangement consists of an aluminium master plate, similar to a thin pie jaw, which is pre-drilled and keyed to accommodate Abbott's standard, off-the-shelf segment rings.
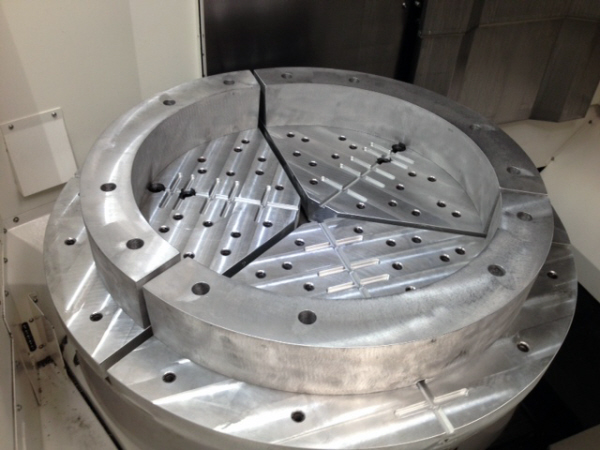 A master plate and segment system from US firm Abbott
A master plate and segment system from US firm Abbott
Plates are available in various diameters from 381 mm to over a 11/2 m and can be mounted on different sizes of chuck, effectively increasing its holding capacity. The master plate can be custom machined to fit any model of chuck, making it a permanent, universal fixture on any machine.
When using this system, the transition from one job to the next simply requires bolting on a new size or configuration of segments. For repeat jobs, machine operators can designate specific tooling, allowing them to set up in minutes using pre-machined segments from a previous run.
The 1st MTA stand will also display a full range of centric (self-centring) grippers and jaws from German workholding equipment manufacturer BEST. Exhibits will include a mid-range RPC 140 vice with zero-point adaptation. By attaching a tightening bolt and two alignment bolts to the manufacturer's BSM 140 vice, which is screwed conventionally to a machine table, the RPC variant as well as the encapsulated RPCG can be used as a zero-point vice on the BEST Realpoint quick-change system. Other manufacturers' zero-point clamping arrangements may be similarly used, after simple adaptation.
 A centric (self-centring) vice from German workholding equipment manufacturer BEST
A centric (self-centring) vice from German workholding equipment manufacturer BEST
The Realpoint zero-point clamping system is modular, so the vices, baseplates, pallets, quick-change jaws and tongue-and-groove jaws are rapidly interchangeable, increasing production flexibility and output. A single size of tightening bolt is applicable across the range of vice sizes.
Advantages of RPC/G zero-point vices include high clamping force up to 50 kN (100 kN for BSM/G vices), 90° indexing of the pallet and vice, suitability for multi-axis metalcutting applications on machining centres, and the ability to automate clamp actuation.
Additionally, it is possible to clamp on only 3 mm of material, while there's a ± 0.01 mm centring accuracy with five microns repeatability of centricity for manual and pneumatic vices, one micron repeatability for hydraulic types.
Jaw varieties including knife-edge options are manufactured from a range of materials from aluminium, through machinable steel, to hardened and ground steel to suit the application.
Italian company Tecnomors' clamping and manipulation products will be represented on the by an MD 205 automatic power chuck with hydraulic indexing and clamping. The number denotes the chuck's outside diameter in millimetres; maximum spindle speed is 4,200 rpm.
 An MD 205 automatic power chuck with hydraulic indexing and clamping from Tecnomors
An MD 205 automatic power chuck with hydraulic indexing and clamping from Tecnomors
Originally developed to speed the manufacture of valve bodies in fewer clampings, the chucks have been improved over the last few years in respect of their construction and quality, leading to a wider range of applications in the aerospace, automotive, and other industrial sectors.
This particular chuck is not self-centring, but other automatic indexing chucks and manual chucks in the Tecnomors range are, making them ideal for multi-axis machining operations.
These products are complemented by the company's pneumatic and hydraulic vices, automation grippers, linear motion units, rotary actuators, pressure intensifiers and a series of robot accessories, including distributor couplings, rotary units and locking units.
All equipment is supported by ancillaries geared to the most demanding production applications, enabling workpieces from just a few grams to hundreds of kilograms to be clamped and manipulated with ease.
Another stand feature will be Chick fast-acting workholding solutions. The System 5 family of dual-station Qwik-Lok, Multi-Lok and Pneu-Dex units are designed to support rapid and minimum change-overs .
Pairs of parts can be secured simultaneously in two sets of quick-change, snap-on/snap-off jaws by tightening a single handle, immediately doubling productivity. Machinable soft jaws allow multiple parts to be clamped at each station, boosting output further.
Up to five units can be fixed to the table of a standard vertical machining centre or up to six to a fourth axis indexer or tombstone on a horizontal machining centre, resulting in considerable reductions in set-ups, tool changes and floor-to-floor times.
Chick's One-Lok clamping system will also be demonstrated. Providing the speed, precision and flexibility demanded by modern CNC machining operations, it eliminates the shortcomings of standard knee mill vices, which require up to 70 complete revolutions of their operating handle to be fully opened or closed. In contrast, One-Lok features a 'QwikSlide' mechanism that allows the moveable jaw to be easily unlocked and slid forwards or backwards to achieve rapid set-ups.
Its maximum gripping capacity of 17 in (432 mm) is complemented by the manufacturer's 'Boltfast' jaw system, which enables jaws to be replaced quickly and efficiently with a repeatability of 0.0008 in (0.02 mm).
The system's compact, modular design also features innovative 'squeeze' clamping, which imparts a pull down action and virtually deflection-free clamping with a maximum retaining force of 4.5 tonnes.
Drill sharpening technology in the form of the Darex 4-axis CNC drill sharpener, the XPS-16CNC, will be a further stand exhibit. Offering simple one-touch operation, the bench-top unit costs the equivalent of 100 radial split point carbide drills, yet even unskilled operators can sharpen more than 400 of them in a day. Return on investment is typically under eight months.
Conical, four facet, split point and radius split point twist drills with angles from 90 to 150° can be processed, including high speed steel, cobalt, solid carbide and coated tools from 51 to 254 mm (2 to 10 inches) long and 3 to 16 mm (1/8 to 5/8 inch) diameter.
A blunt drill is inserted into the mains-powered sharpener's chuck and the required standard or custom type of drill point is selected using a simple LCD touch-screen panel. The unit then sharpens the drill and applies the required split point form in one seamless operation, without operator involvement.
The sharpener incorporates long-lasting superabrasive plated grinding wheels, 180 grit cubic boron nitride for HSS drills and 220 grit diamond for carbide tools.
MACH 2014 - 7-11 April at the NEC, Birmingham


