
Ferritic stainless steel (FSS) is useful for manufacturers who want to achieve high corrosion resistance and an excellent surface finish. In both deep-drawing and stretch-forming it offers excellent formability. However, these processes can sometimes result in a surface defect known as “ridging”. This describes the generally small parallel elevations and valleys which develop in the rolling direction (RD). See Figure 1 (below).

For some products ridging will impact the aesthetic appeal and polishing is required to remove it. The historic approach to assessing the severity of ridging was to examine test specimens visually. This method is both subjective and lacks repeatability. To establish a more rigorous methodology, Outokumpu undertook a research program to create a new ridging index (RI) based on surface measurements made by profilometers.
A key advantage of the RI methodology is that it offers manufacturers a practical approach to assess how the specific grade of FSS, they plan to use will be affected by forming. An important point to consider is that it is not only the FSS composition that influences the likelihood of ridging. There are many other factors are also involved, especially how the sheet material was processed. That is why nominally identical FSS samples, but produced by different manufacturers, can exhibit significantly different ridging behaviours.
A further advantage of the RI is in helping researchers assess how modifications made at the various processing stages - from liquid metal to sheet production - influence the occurrence of ridging.
What causes ridging?
Ridging results from anisotropic (i.e., direction dependent) plastic deformation caused by colonies of different crystal orientations in the rolled sheet. This means that the chances of ridging taking place are largely pre-determined during the casting process, as this is when the crystal structure forms.
Ridging is at its maximum level when FSS sheet is strained along its rolling direction (RD). It is absent when elongated along its transverse direction (TD).
Ridges are usually only a few millimetres apart. The increase in profile height that results from ridging may be up to ± 50 mm depending on the applied strain.
When ridging is an issue, mechanical polishing will be needed to restore the desired surface finish. In extreme cases, the cost of polishing could make the product economically unviable, causing it to be rejected.
Visual approach to ridging assessment
The traditional approach to assessing ridging is to strain 20-mm wide tensile test specimens of FSS sheet to a defined elongation, typically between 7% and 20%. A visual inspection of the specimens is then carried out so that they can be rated.
Trained personnel will usually carry out this visual assessment. Even so, the results are often very subjective and lack repeatability.
A more rigorous approach using a profilometer
Using a profilometer to assess the level of ridging on the specimen offers a more rigorous approach. Profilometers are available in various different types that feature either a sensitive stylus that contacts the surface or non-contact optical techniques. The usual measures for the level of ridging are the arithmetic average of the roughness profile - Ra and/or the maximum height of the profile – Rt.
The profilometer records only a short raw profile of the specimen’s surface – just a few ridges. Electronic filtering of this profile is then performed. A challenge associated with electronic filtering is that it utilizes standards that were not developed for ridging, in particular it ignores the spacing of the ridges. As a result, the results may not be fully representative, making it hard to evaluate the severity of the ridging in terms of both amplitude and spacing.
Driving for an improved method
Outokumpu’s research program focused on finding a way to combine better sample geometry with a more suitable filtering method. Ultimately, this would be the basis for a calculated ridging index (RI) that provides information on both the spacing of the ridges and their height. An important aspect was that the RI would correlate well with visual inspection results.
Larger test samples are essential
When a typical 20 mm test specimen is strained by 15% its width is reduced to about 17 mm. That works well for standard surface roughness measurements. But this is not suitable to evaluate the level of ridging. This is because the distances between ridges are usually between 1 to 3 mm, and just 4 to 12 complete surface features would be examined.
Larger FSS sheet specimens were specified to offer better statistical reliability. These are 300 mm long and 100 wide in length and 100 mm in width. Sheets with thicknesses between 0.5 and 1.5 mm were strained to various elongations.
Calculating the RI
Two different types of profilometer were used to measure the raw surface profile: an optical 3D white light interferometer and a non-skidded bench-top 2D stylus. Electronic filtering was used to separate the ridging profile from the specimen shape, surface roughness and instrument noise. See Figure 3.
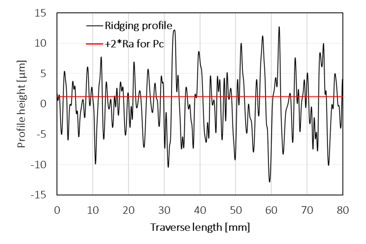
Figure 3 – Filtered ridging profile used to calculate the ridging index (RI).
Since the aim is to achieve a smooth polished profile on the finished product then neither peaks or valleys are good. And the greater the difference in height between the peak of the ridges and the valleys between them, then the more detrimental ridging becomes. This was measured by the term - Rz that reflects the average maximum height of the profile.
Another important aspect to measure is the number of ridges and valleys. This is simply because as their number increases, then so does the level of polishing required to remove them. This was measured by the peak count - Pc. The threshold set to determine Pc is indicated by the horizontal dotted line.
Having obtained values for the valley depth (Rz) in mm and the peak count (Pc) in mm-1 they can be multiplied to produce RI, the dimensionless ridging index.
Testing the RI
The surface profiles of the FSS sheet samples were measured by the optical profilometer after elongations of 0%, 2%, 5%, 10% and 15%. The graphs in Figure 4 indicate that both RI and Rz have a linear relationship with elongation, while Pc is nearly constant. Because the highest RI was seen to result from the highest elongation (15%), all subsequent tests were carried out at that level.
Furthermore, profile measurements were made on the top and bottom surfaces of a sample to confirm that the choice of the sampled side did not influence the measured RI. This was found to be the case because the peaks on one side correspond to valleys on the other, and vice versa.
Testing for repeatability
Repeatability is a critical factor in the RI methodology. To check this, an FSS sheet was cut into different specimens.
Samples were measured with both the 2D stylus and the optical 3D profilometer to determine if the method used influenced the results. The RIs generated are plotted against each other in Figure 6. This shows a good correlation, indicating that the RI determined is sufficiently independent of the technique used.
Comparing the RI with traditional visual assessment
For a final check, the RI was compared against the commonly applied rating based on visual inspection. This was carried out by having a set of five samples from different batches rated by five people, all trained and experienced in the visual inspection of stainless steel surfaces, against an arbitrary scale of 0 to 10, as shown in Table 1.
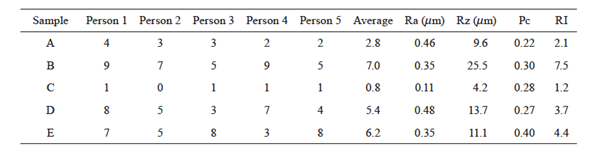
Table 1 - Results of the visual inspection and rating of five sheets from different batches strained to 15% along RD, (scale between 0 and 10) with different intensity of the surface defect. The measured RI is given for comparison.
In some cases, the variation in ratings by the different surface inspectors was huge. Even so, the average result from the reference group and the RI measurements ranked the specimens in the same way. Furthermore, the average rating numbers correlated well with the RIs.
A methodology freely available to interested users
The ridging index (RI) offers a repeatable and easy to use method of measuring ridging for both users and manufacturers of ferritic stainless steel. Outokumpu believes that the wider adoption of the RI is so important that it is sharing the methodology freely with all interested parties.
For further information: https://www.outokumpu.com/products/stainless-steel-types/ferritic-stainless-steel


