
These magnesium parts broke cover in April, at a Hamburg industry trade fair. It’s been a long journey. For 40 years, magnesium alloys have been prohibited from use in commercial aeroplane seats by US design organisation the Society of Automotive Engineers on safety grounds (the restricting directive was worded “Magnesium alloys shall not be used”). Widely used in fireworks for its bluish white light, thin shavings of the metal are flammable.
UK and US magnesium producer Magnesium Elektron (0161 911 1000) recently managed to overturn that blanket ban. In August 2015, SAE AS8049 Revision C allowed magnesium alloys in aircraft seats, provided that they meet certain US Federal Aviation Association (FAA) flammability criteria. And Magnesium Elektron has established that its alloys ‘Elektron 21’ and ‘Elektron WE 43C’ comply with those, thanks partly to alloying elements that include yttrium (4%) and neodymium (2%), which tend to act in a self-extinguishing manner and also do not ignite below their melting point of at least 530°C – a temperature far above the melting point of other common aircraft cabin polymer wall panel materials.
Although it has been excluded from aircraft seating, the metal is by no means unknown in industry, thanks to benefits that take in its light weight (the pure metal is 35% less dense than pure aluminium) and easy machineability. In particular, Elektron WE 43 was developed in the 1980s for making helicopter gearboxes; magnesium alloys are also used in automotive diecastings such as steering column components, transmission cases or instrument panel beams. The market for structural aerospace applications is limited by magnesium’s well-known propensity to corrode – it is used as a sacrificial anode in cathodic protection of oil and gas pipelines in the North Sea, for example. This property requires the material be protected by highly engineered coatings, including an epoxy sealant.
All the same, there are perhaps 800,000 tonnes produced annually of this element, which is abundant in the earth’s crust, albeit a tiny fraction of the 60 million tonnes of aluminium produced annually, says Magnesium Elektron divisional technology director Martyn Alderman.
As part of a £279,000 National Aerospace Technology Exploitation Programme (NATEP) aerospace industry R&D project half supported by government, Magnesium Elektron teamed up with forging company Mettis Aerospace, machinist Kenard and seating manufacturer Geven to demonstrate a way to make two seat parts – a front leg and a side support, collectively called a spreader – and develop a UK supply chain.

Magnesium casting facility at Mettis Aerospace in Redditch, where the larger part is bent and made into a 15 in-long, 8 in-wide banana-shaped preform
The manufacturing process begins when alloys are combined with a magnesium ingot in an initial 700°C melt at Magnesium Elektron’s Manchester foundry. They are then cast into an extrusion log 250 mm diameter by 4 m long, heat treated, then cut up into 1 m lengths and extruded into round, slightly tapered bar. They then travel to Mettis Aerospace in Redditch (01527 406400), where the larger part is bent and made into a 15 in-long, 8 in-wide banana-shaped preform, and then into a final forging that includes weight-saving die-formed pockets. Flash is also removed. Finally, both parts travel to a machinist – for the trials Dartford, Kent-based Kenard (01684 271400) – for finishing. The completed larger part features a truss structure with stiffening ribs, produced in three operations (front face, back face and sides). Finish machining is an important stage in the process to reduce weight (in the case of the spreader, the process cut two-thirds of preform weight from the final 440 g part).
MACHINING MAGNESIUM
An important part of the research was a back-to-basics investigation of cutting magnesium – expertise of which is limited in the UK – carried out for the project by the University of Sheffield’s Advanced Manufacturing Research Centre with Boeing (0114 222 1747). This produced calculated cutting force coefficients for the alloy (ktc 317.7 MPa; krc 97.5 MPa; kac 111.7 MPa; kte 12.8 N/mm; kre 7.9 N/mm; kae -0.7 N/mm). It also simulated chip geometry, concluding that the maximum temperature encountered during a chip cutting operation would be 200°C, indicating little likelihood of setting the machine on fire. (Still, Magnesium Elektron guidance dictates that cutting paths in the alloy must avoid dwells that could generating fine swarf or powder, as they are the most flammable forms of the material).
The AMRC demonstrated that there are conditions under which magnesium machining can be improved
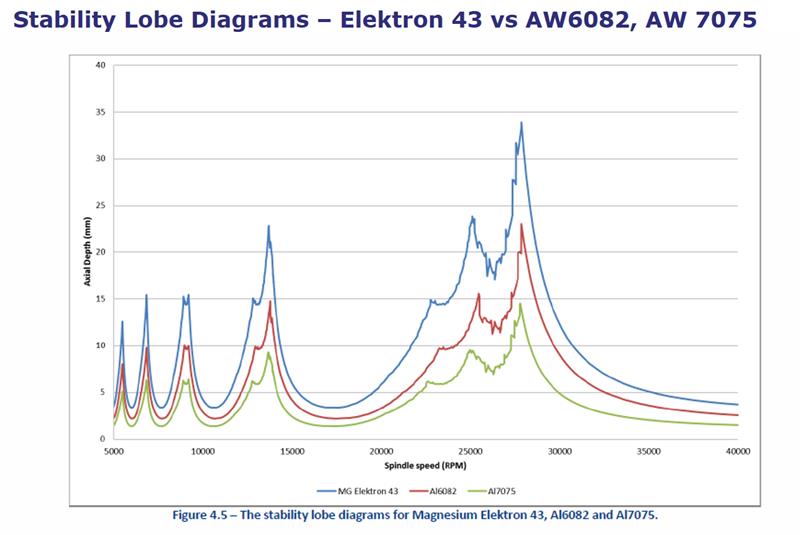
To generate speed and feed recommendations, cutting stability trials began on Elektron 43 using a Sandvik Coromant CoroMill Plura solid carbide square shoulder end-mill (2P122-1600-NC H10F; www.sandvik.coromant.com/uk) on a Dorries Scharmann Ecospeed (0121 359 3637). Alderman explains: “The first reaction that the average machinist used to have, when [the process] hits vibration is to slow down the spindle to get a decent cut. But the AMRC has demonstrated that there are resonant frequencies associated with the tooling geometry, lubricants and the stiffness of the machine, and if you tune the machine using a tuning fork, you can identify them [the frequencies]. Then, once you start machining and get to the point where you start to hit resonance, by turning up the spindle speed, you get into a stable region.” AMRC researchers eventually identified five stability lobes (at 5.3, 6.5, 8.5,14, and 29 thousand rpm) where it is possible to cut magnesium at greater depths of cut than would be possible when processing aluminium alloys.
Dominic Henry, supplier qualification manager for aircraft interiors at Magnesium Elektron, who managed the project, explains the results in another way. He says: “We were able to show that the absolute stability limit of Elektron 43 T5 is nearly 2.5 times higher than [aluminium alloy] AW7075 T6, proving that magnesium can be cut successfully at very high spindle speeds that exceed the capability of many CNC milling machines, and that it has a wider process window than equivalent strength aluminium alloys.”
Machining trials were undertaken dry, for three reasons. First, Alderman calls the material less “sticky” under cut than aluminium, so naturally requires less coolant, at most a light mist. Second, in the unlikely event of a magnesium fire, water in soluble coolant reacts with the metal, posing a safety risk (see box item at end of feature for more details). Third, dry cutting simplifies swarf recycling. As more than two-thirds (69%) of the metal in the spreader part was removed from the original component, much attention was devoted to recovering production waste. This effort is significant because magnesium alloy does not oxidise like titanium does when cut, so its swarf is 100% recyclable, provided it is segregated from other materials being cut. Returning valuable raw material to the foundry helps reduce the price of the part. The yttrium alloy, in particular, adds some expense to the material, although Alderman was at pains to point out (while declining to provide pricing) that the supply chain expects little or no price premium for magnesium alloy, compared to similar aluminium alloys. The only cause of any price disparity, he says, is its disadvantage of a smaller scale of supply.
FUTURE POTENTIAL
Since the NATEP project finished last year, Magnesium Elektron has begun aeroplane seat development projects in conjunction with half a dozen manufacturers worldwide, with some new products launched at the Hamburg Aircraft Interiors show in April; the company also expects ‘a flying part’ by the end of this year.
In addition, it has hired four new staff to help support this new business: two to cover a second extrusion press shift, a sales executive and a product designer. Alderman explains that the latter role is necessary to help convince end-users to switch to magnesium.
It happens that the lighter metal is less stiff than aluminium (Young’s modulus of 44 GPa compared to 73 GPa). That means that to achieve the same performance as an aluminium part, a magnesium part may require thicker ribbing in places. He adds: “On occasions, we selectively stiffen the more highly stressed areas. So that requires walking the end user through those calculations. We’ve found it important to have someone on our staff to help with design.”
This is just the beginning. Part of the purpose of the NATEP project was to demonstrate a proper supply chain for magnesium alloy. To that end, Mettis Aerospace is likely to continue providing aerospace forgings in magnesium, with machining operations likely to be arranged not with one supplier but, on grounds of process security, both managed internally and sent to a network of subcontract machinists near Magnesium Elektron’s Manchester headquarters, Alderman advises.

Seat maker Geven is promoting the use of the magnesium parts
There are perhaps 500,000 aircraft seats made worldwide every year, for both new-build aircraft and for retrofit (the latter market is perhaps equal in the size to the former). But that’s not all; magnesium components could also be used in other cabin secondary structures such as luggage bins, galleys, lavatories and other fixtures and fittings.
The technology director concludes: “There is a lot, but we are not about to replace all of these components in every aircraft. There is plenty of scope for us, is all I’d want to say, over the next four years, and we have investment plans to significantly increase our downstream capacity. We have extrusion and melting capacity to deal with the potential volume growth, and we plan to significantly expand our finishing capability to cope with the demand.”
Box item
Magnesium machining practicalities
Mean specific cutting force of magnesium (ks1.1) is 280 N/mm2, less than half that of aluminium, according to a Magnesium Elektron brochure. With a relatively reduced load on the cutter and tool body, higher cutting speeds and feed rates are possible (see above). Although the NATEP programme did not investigate optimising tooling, either uncoated carbide or polycrystalline diamond cutters are recommended.
Also, the company advises that extra swarf management precautions should be taken when cutting magnesium. Chips should be cleared regularly during machining and stored in closed drums, not only for safety, but also for economy, as its value as a recycled raw material depends on its purity. As magnesium alloy is most at risk of ignition when in powdered form, dust extractors and vacuum systems are recommended to remove mists of magnesium particulates so that they don’t settle on ledges, for example. Were the worst to happen, a magnesium fire is put out only by a powder-based (type D) fire extinguisher; both water and CO2 devices feed the flames. (Additional information: Kraft & Bauer UK (02476 229477) says that CO2 fire extinguishers do not feed flames, although may not extinguish them. Also, that the statement that magnesium fire is only put out by a powder based system is incorrect; the company offers effective Argon gas-based systems (also used when machining titanium), it points out.)


