
In showing off its Xpert 150 premium pressbrake, Xact Smart entry-level machine and the portable Xpert 40 pressbrake, among other machines at the Bystronic UK (0844 848 5850) Coventry facility, the Open House focused more on the ‘how’ than the ‘what’; in particular, how to speed up sheet metal bending routines.
By way of explanation of the big idea, Bystronic UK managing director Dave Larcombe recalled a conversation he had after a similar event some time ago, where a customer reported that witnessing a demonstration of one sheet metal cutting feature (it involved cutting a slot in a circle) made his day, as it had never occurred to him before.
In that vein, a number of examples were given of techniques that might help speed up processing time and reduce wastage. They come partly from operational expertise, and partly from clever software and hardware, in particular Bystronic’s BySoft 7 software that offers both offline programming and online control elements for Bystronic’s pressbrakes and its laser and waterjet cutting machines. One highlight is simulation of processes (bending and laser profiling) via the machine control screen.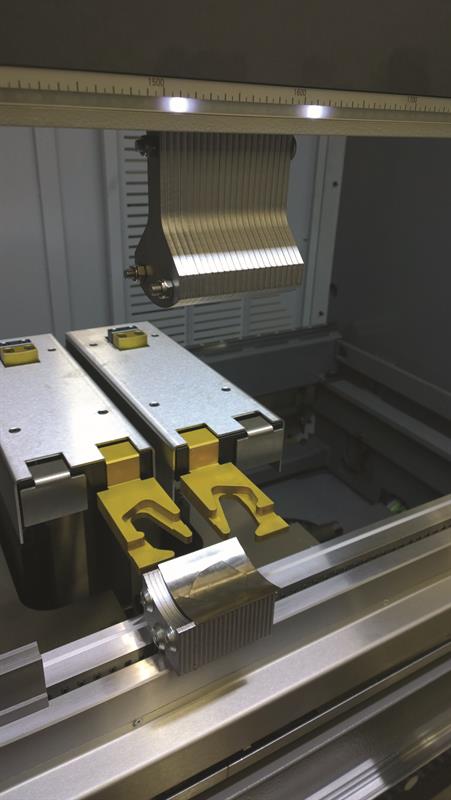
1. Shop-assembled curved tooling is used to perform a sample bend of a wide sheet steel radius for a prototype part. Twenty-one layers of parts cut from 5 mm sheet have been fastened together to make top and bottom tools, forming sheet with a 3 m radius


3. Large radius tube formed from sheet. Multiple (in this case, about 20) step-bends on a pressbrake can create near-tubular forms with a large radius. The fingers at the side, created in BySoft 7 software, guide the part during the last few bends. Halfway through the cycle, the part is turned around, to prevent it colliding with the upper tool
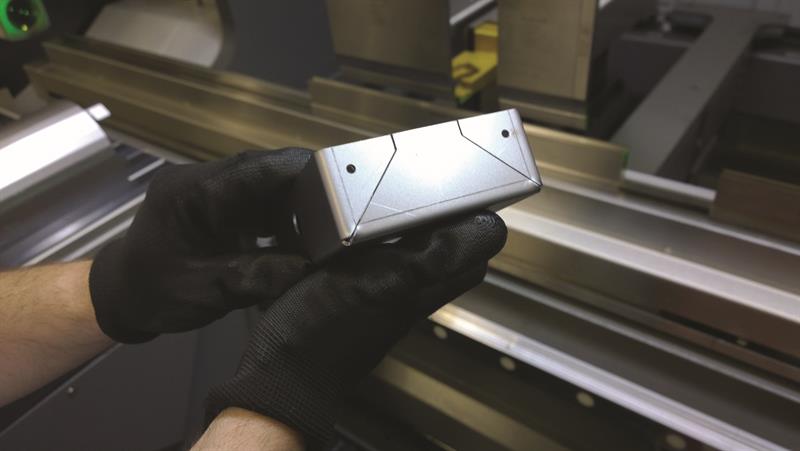
4. Building a better box. Rather than bending up the edges of a cross-shaped sheet to form a box, Bystronic suggests using a form with chevrons at top and bottom. When bent, it creates off-corner seams that help the box better hold its shape; the form also nests well on sheet
 5. Avoiding deformation. Large-radius bends close to cut-outs can cause local deformations as the cut edge is dragged into the bending radius. Bystronic’s solution: adding a thin slot cut between the cut-out and the bend line. BySoft 7 programming software highlights the risk
5. Avoiding deformation. Large-radius bends close to cut-outs can cause local deformations as the cut edge is dragged into the bending radius. Bystronic’s solution: adding a thin slot cut between the cut-out and the bend line. BySoft 7 programming software highlights the risk

The portable pressbrake: a demonstration
The Xpert 40 pressbrake is said to be light enough (4 tonne weight) to be able to be moved around the factory by a forklift, or slung from an overhead crane, to respond to changing production demands. For example, having received an order for cutting and folding, a single operator can set up a cutting program on the laser profiler and then fold the parts on the nearby Xpert 40. The 1,584 by 1,520 mm pressbrake offers a bending length of 1,030 mm and bending stroke of 200 mm
Fibre laser profiler highlight
Another highlight of the day was the UK launch of the Bystronic ByStar Fibre laser profiler, said to be the company’s first built specifically as a fibre laser profiler (the BySprint was designed as a CO2 machine, although has been retrofitted with a fibre laser head). Features include a new cutting head, SSC, made for the first time by Bystronic, and a new chassis construction.
This article was published in the September 2016 issue of Machinery magazine.


