Companies benefit from CADCAM
5 mins read
Delcam's PartMaker SwissCAM software</a> is allowing QA Technology, a leading manufacturer of <a href="http://fplreflib.findlay.co.uk/engapp/March_CADCAM_partmaker_big.jpg">test probes</a> for printed circuit boards, to efficiently turn around small lot sizes on its Tornos Deco sliding-head CNC lathe. According to Dave Coe, vice president at the New England, USA-based company, his customers have a simple view of the benefit this helps his company to provide.

"The shorter the better, as far as our customers are concerned," says Mr Coe, who is referring to short lead times and small prototype lot sizes of the array of components and connectors his company engineers and manufactures. Historically, QA Technology's component manufacturing had been outsourced to a number of vendors with a variety of CNC machines. However, due to the demand for quick turnaround and small lot sizes, it decided to add CNC sliding-head capacity in order to fill customer requirements that outside vendors simply could not meet economically or reliably.
As a result, QA installed a Tornos Deco 7a, a machine used by some of the company's current vendors, together with PartMaker SwissCAM. The software provides the link between QA's engineering department, which designs its product using both 2D drafting and 3D solid modelling, and the manufacturing department that is tasked with producing the parts.
"The really big benefit to having PartMaker is the ability to take the solid model, or even the DXF file coming out of our engineering department for the part, and immediately import it and be able to view it, edit it as necessary, and generate accurate toolpaths that are not subject to human error, as they often are when you are using manual programming methods," Mr Coe explains.
And due to collaboration between Tornos and the PartMaker developers, a special data-file format generated by PartMaker can be directly imported into Tornos' TB-Deco software. This ensures accurate transfer of the toolpaths. "If it looks good in the simulation in PartMaker, it should look good when it comes off the machine," according to Phil Pierce, CNC programmer at QA.
EXTRA FLEXIBILITY
This reliability also gives extra flexibility. For shorter-running jobs, the user might not even make any adjustments to data imported from PartMaker. For longer-running jobs, where every fraction of a second counts, the programmer can use the optimisation capabilities of the TB-Deco software to achieve the fastest possible cycle time.
"For me, it's all about speed," offers Mr Pierce. "It's easy for me to take a job, generate a program with PartMaker, send it right over to the machine, optimise the program in TB-Deco and get parts running within a day. If I had to write the whole program through TB-Deco, it would take a lot more time. With the system we have in place, it's a very quick turnaround to have high-quality parts coming off the machine."
Back to the UK, and Berkshire-based, Scott Tools is a relatively new engineering company with fresh ideas and an innovative approach to mould design, development and manufacturing. Founded in May 2008 by a team of experienced engineers and industry respected Ken Whittaker, Scott Tools has already established a reputation for efficiently supplying quality tooling to market sectors such as automotive, medical and construction.
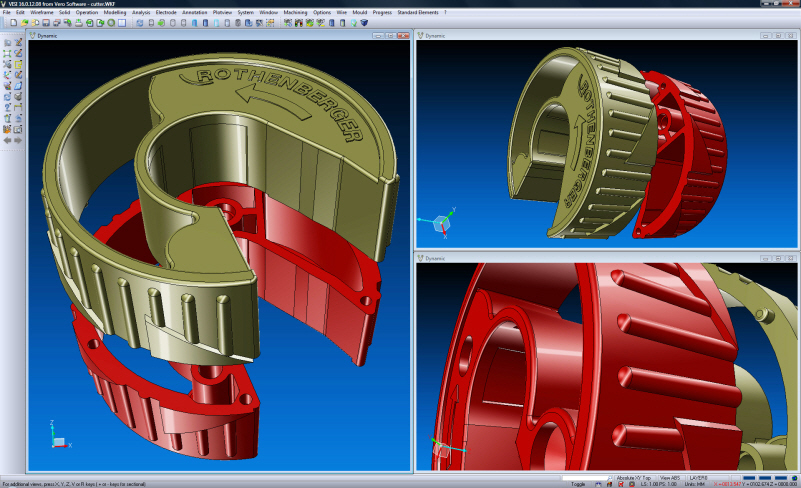
Working with Rothenberger, a global market leader in the development and distribution of sophisticated pipe tools and machines, Scott Tools has been involved in the development and production of the revolutionary Plasticut, a safe and simple-to-use pipe cutter for plastic plumbing pipes for both professional and DIY use. Adam Jenkins, production director, explains: "The Plasticut is a unique design with no moving parts and ideal for use in confined spaces. A simple click-and-twist action creates a clean and square cut with no pipe distortion, which may otherwise be a cause of joint leaks."
The Plasticut product has been designed and manufactured internally using the latest CADCAM technology from Vero Software. "We have historic knowledge of the Vero products and were already aware of the software's benefits. We knew these were the tools to ensure we remain competitive in such demanding times," says Mr Jenkins.
MODEL AND DESIGN
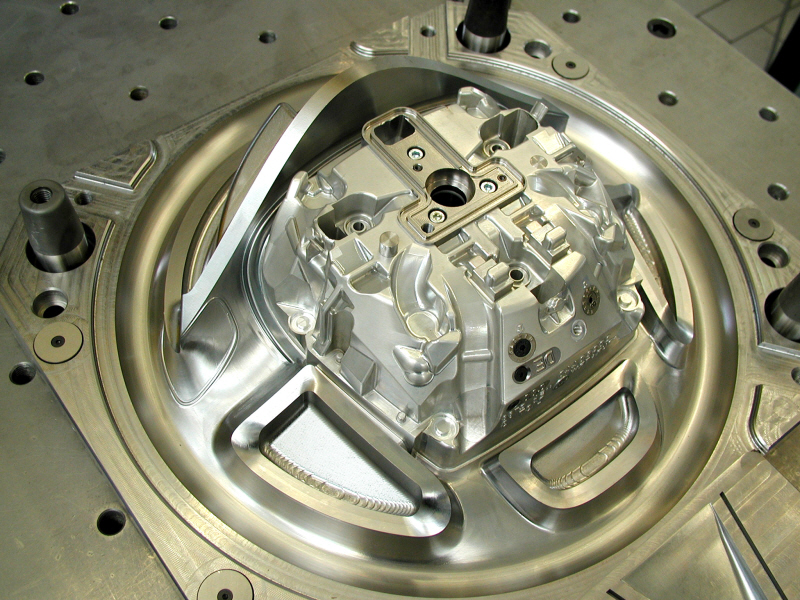
The component design and mould tool have all been constructed using VISI Modelling and VISI Mould, a Parasolid-based hybrid solid and surface modelling system. Tim Neeves, design engineer, explains the design process. "The models were originally constructed in 3D and sent for rapid prototyping before tool design. While this was great for studying aesthetics, the robustness of the samples didn't allow for live testing. This is very important, as the exposure of the blade and the engagement angle may differ for each product size. Even if the approach angle of the blade is just a few degrees out, the blade can track up the pipe, which results in an un-clean cut."
With the product design agreed, all tooling was designed using VISI Mould and the product moulded using PA66 glass-filled nylon. "It was here that the VISI software really excelled," continues the design engineer. "Having an integrated system allows us to maximise the use of the data from the 3D mould design. For example, 2D drawings are created automatically, electrode extraction is simple and the mould data is immediately ready for manufacture. This approach allows one designer to feed between six to eight toolmakers."
All NC toolpaths are created using machining STRATEGIST, a 3D CAM solution that can be used either in the CADCAM office or the shopfloor.
"With demands for ever-shorter lead times and improved quality, high speed machining is becoming more widely adopted and machining STRATEGIST has allowed us to run our Bridgeport VMC 600X and Haas Super Mill at increased feedrates because of the smooth continuous tool motion. The direct interface between the CADCAM system and wire EDM links all stages of tool manufacture," concludes Mr Neeves.
Moving to the continent, and WorkNC CAMCAD software has provided automation benefits at Breuberg, Germany-based Babilon GmbH, a company that manufactures injection moulds and die casting tooling for the automotive industry, as well as machines pump impellers. Babilon required productivity improvements in its electrode programming and graphite milling operations.
"To meet the deadlines and quality requirements of our customers, we needed a continuous flow of data through the factory," says Jochen Babilon, director. "Starting with the imported 3D CAD models, we add draft angles, create documentation and detailed drawings, and follow the process right through to the finished tool. Efficient operation requires motivated staff and the use of innovative technology."
To manufacture mould inserts, Babilon has to rough and finish electrodes for each shape, as well as mirrored versions for each opposite hand. "Our existing CAM system required us to write four similar programs to machine each mirrored pair of electrodes. We wanted to be able to automatically extract the four programs directly from the CAD model," Mr Babilon explains.
Within two days of the installation of WorkNC, the company was generating its own programs. "The software is easy to use and we were able to create roughing, finishing and mirrored versions of each electrode with little effort, including the associated machining toolpaths." The company produces around 400 electrodes every month, so the time saving in programming alone is considerable.
WorkNC also supported other manufacturing benefits. The company uses high speed machining centres with pallet handling for its graphite cutting and used WorkNC's Multi Part Machining (MPM) capabilities to optimise the process. MPM considers a complete pallet load of electrodes as one part, applying each tool across all the electrodes on the pallet in turn – this approach eliminates the time-consuming tool changes typically required. MPM software ensures collision-free cutterpaths as it moves across the job.
"I never need to concern myself about collisions with WorkNC; toolpaths always run safely. We now program all our graphite and steel machining with the software, and we have recently started using it for our 5-axis toolpaths. Our machine operators can be assured of an error-free cutterpath, as long as they comply with the tool length specifications associated with the job. All our collision avoidance is handled by WorkNC," Mr Babilon underlines.
And the company has increased considerably the level of its unmanned operation, due to the reliability of the toolpaths, and can start a 40-hour machining operation during the weekend with absolute confidence.
Mr Babilon also likes the graphical interface: "Machining, verification and design all operate through the same integrated interface. This makes the software even easier to use and also provides us with tools for part analysis."
The company is set to expand the use of the collision checked and safe programs produced by WorkNC. "This will further enhance our manufacturing processes and strengthen our competitive edge," the company owner concludes.



{kind=link}
{kind=link}