
A plain, white building was being put up inside the old Airbus tooling facility in Filton, Bristol, when I visited in early November 2015. It’s the third and largest such structure in an otherwise deserted space once full of busy workers and machinery. Sold, along with most of the Filton site, to GKN Aerospace in 2008, the facility has lain empty, until three years ago.
Once the new structure is completed this month, this old factory will once again be making production parts – although in a way that would be unrecognisable to machinists of its 1980s’ heydey.
Walking across the current factory floor, I approach the two existing buildings. Bright, clean, climate-controlled and spacious, they seem more laboratory than factory. To the left, one is a two-room structure that houses the latest model Arcam Q20 electron beam melting metal additive manufacturing (AM) machine and a powder removal machine. The second, to the right, reveals a square room with two more Q20s, storage racks of powder and build plates, and a technician's computer. Another door goes into a materials characterisation lab used to test powder.
The 3D printing trials that have been carried out inside these rooms over the last three years have comprised one gigantic scientific experiment. The problem they attempt to solve is, how can additive manufacturing, an infamously tricky process to master, be made to produce quantities of parts repeatably, day in and day out? Over the course of the project, hundreds of test coupons and samples of actual representative parts were made in Ti-64 and physically inspected and tested to understand the limits of the material and the manufacturing processes. The wide-ranging work covered every aspect of AM, from initial powder to post-build part inspection.
Last month, that project finished with a bang, when it reached the prototype stage of product development (technology readiness level, TRL, 6). This had actually been progressed on another Arcam additive manufacturingmachine, an A2, having started from a point of basic research. (With other partners, Airbus has also qualified another metal AM powder bed technology, selective laser melting, to the same level). This huge achievement paves the way for producing AM parts for flying aircraft.
Now the process is breaking out of the lab and into the factory. The just-finished building in the old tool hall, the newest part of GKN Aerospace’s Additive Manufacturing Centre, is receiving the two neighbouring Arcam Q20 machines (01926 491 300) and three other new machines. They will work on an ambitious year-long project to flight-qualify a failsafe bracket for the Airbus A320 single-aisle aircraft. With this new production cell, Airbus and GKN Aerospace intend to prove that AM is capable of full-scale production as an alternative to producing the part subtractively, machined from a forged blank. That process GKN Aerospace already has a contract to carry out; but it still needs to win the contract for making the AM part, Airbus points out.
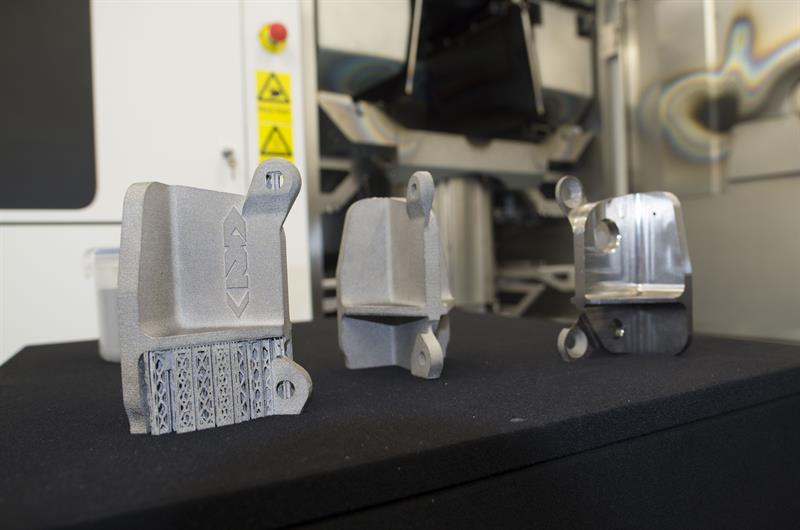
AM parts showing successive stages of finishing: Left: part after powder cake removal. Middle: support structures removed. Right: machined for smoother surface
The project is a tall order, emphasises Vukile Dumani, qualification and test lead at the Additive Manufacturing Centre: “From a GKN Aerospace point of view, this part is going to push the technology almost to its limits. We’re going for high volume parts, the highest volumes in Airbus aircraft [42 A320s roll on to the runway every month; each takes two brackets]. And for us to be able to make those parts repeatably is quite a challenge for GKN Aerospace, because we’re going from a point of making, perhaps, five parts per week to making 84 per month for aircraft that are waiting to have them installed, effectively.”
TRIALS FOR SERIAL PRODUCTION
Trials in the new pre-production cell, housed in the new building that offers capacity to hold up to 20 machines and associated powder handling equipment, will aim to overcome any glitches in series production. On-site staff are being trained to repair the machines. The cell will also generate more experimental data for flying part qualification.
Provided GKN Aerospace is awarded the contract, and that the part produced can be approved by Airbus, and assuming they both succeed in getting it qualified to fly by civil aviation authorities, GKN Aerospace would add this cell’s output to its monthly consignments of A320 failsafe brackets. Initially, most of the brackets would be made the tried-and-tested way, machined from a forged part. As AM part production ramps up, GKN Aerospace would reduce its conventional manufacturing volumes.
Doing so is not (just) about the excitement of technological progress. Dumani explains that the project is trying to push production speed to the limits of part quality, whilst limiting costs to a level that is sustainable for a business case. He says that GKN Aerospace and Airbus have proven that the AM part costs less to make than subtractive methods (although he does not reveal by how much).
That’s not all; the team also discovered that parts made in the Arcam machine can perform even better than cast and forged parts, in terms of fatigue life. “So far, for all of the materials we have got [in the project], electron beam melting produces the highest performing parts of all,” says Dumani. (He adds that this comparison is on a like-for-like basis, meaning that for optimum performance the rough sandpapery surface produced during the AM process needs to be machined off).
Additive manufacturing uses a fraction of the titanium metal required for subtractive manufacture (many parts hogged out of a billet waste 80% of the material), so its so-called ‘buy to fly’ ratio is much better than conventionally-made parts. Still, the partners stress that AM will not necessarily be able to challenge subtractive manufacturing on every part. “I think the point is that it is not always cheaper. You have to [work] on a case-by-case basis. Lots of parts are cheaper to manufacture conventionally, at least at the moment,” says Stuart McDougall, manager of the GKN Aerospace Additive Manufacturing Centre.
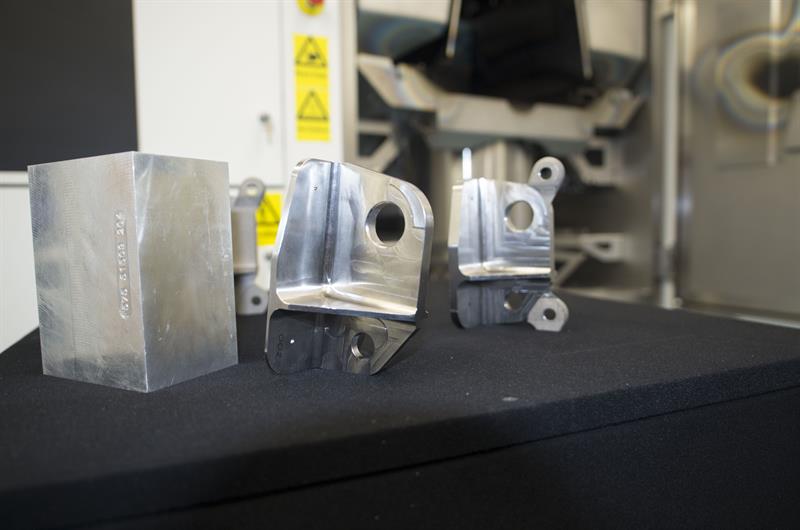
After machining, the AM part (right) is nearly identical to the one that is produced conventionally (centre) from a solid forging
Another important factor in the cost of AM parts is the regulatory load, says David Eatock, project lead and senior research engineer, powder bed additive manufacturing, Airbus Group Innovations. “The cost of qualification is significant, so doing it on a part-by-part basis is cost-prohibitive for most business cases. It’s important to understand where the process limitations lie, in terms of generic process and material qualifications, so the cost of qualification can be amortised across many parts.”
In other words, Airbus and GKN Aerospace’s long-term goal is to reach the point where they can continue to introduce AM parts into aeroplanes without having to submit tailored test data on each one for certification purposes. “In the initial process, our approach is to improve understanding and generate some confidence and data, doing part-by-part qualification on a limited number. But, ultimately, once we’ve built up that knowledge of the process and have understanding of where the thresholds are, we can move to a more general material qualification process.”
And all of the data accumulated so far backs up that case, that the process is the same despite geometric variation between parts, Dumani states: “We’ve assessed multiple component families, from thin wall structures to thick wall structures to close net-shape parts, and we have looked at the data from all of those and we’re fairly confident that they all belong to one big family.”
Airbus did not begin its AM endeavours with this so-called ‘ecoHVP’ project that just finished (ecoHVP stands for ‘ecological, high value parts’). It has been systematically investigating additive manufacturing as a production tool since 2007. Before that, the company bought AM machines for rapid prototyping of models for wind tunnels, coincidentally also at Filton.
However, for GKN Aerospace the powder-bed AM process was completely new. Airbus approached GKN Aerospace because the focus of the project was on small titanium parts, production of which is typically subcontracted by Airbus, so it needed to build up the supply chain. GKN Aerospace agreed to a 50% stake in a £10 million project that included £2 million of public funds.
Even though GKN Aerospace is expected to make the parts, additive manufacturing is so important and so novel that Airbus Group Innovations plans to keep its oar in, stresses Eatock: “As a result of this progression through TRLs, we have invested in machines in France, Germany and we are investing here in Filton for internal reference capability. Although we have the supply chain on board, ultimately we have to convince certification authorities that we, as the level one design authority, know what we are dealing with,” says the senior research engineer.
Successful as the ecoHVP project has been, other research continues. AM parts’ rough surface finish poses problems for fatigue strength because of its tendency to initiate cracking when under dynamic loads. For that reason, many AM parts will need to be machined before use, adding expense and delay. According to Eatock, Airbus is evaluating other means of surface finishing, including vibratory grinding, plasma electropolishing, grit blasting, tumbling and the MMP Technology surface finishing process from First Surface (01453 833954).
OUT-OF-MACHINE PARTS PERFORM
That said, not every part needs finishing; in particular, the as-built surfaces do not suffer a knockdown in static material properties. Dumani says that in some of these applications, GKN Aerospace has been able to show that the part meets customer requirements straight out of the machine. In fact, the tier 1 aerospace supplier is already producing AM parts for flying aircraft, although Dumani declined to elaborate on either parts or customers.
Some of the results of the ecoHVP project are now being funnelled to Airbus designers, to help educate them about the limitations – and the freedoms – of this novel manufacturing process. Because AM only puts powder where it is needed, designers could potentially make metal components featuring flowing contours, tapering columns and complex internal structures that were impossible to make before. Data derived from these experiments is being packaged by Airbus into instruction manuals for design engineers working on the next generation of aerostructures. “We’ve got a big focus on training, and on developing methods, tools and processes to make this technology and its design freedom accessible to our Airbus group engineers, so that we can realise, ultimately, the goal of the bionic or topology-optimised design,” concludes Eatock.
BOX
The other AM research project at Filton
Within the old factory building, GKN Aerospace’s £6 million Additive Manufacturing Centre also includes other machines not mentioned. There are three AM powder-bed machines using the selective laser melting process: a Renishaw AM 250 (01453 524524) and two EOS M290 machines (01926 623107). They are being used in a younger research project, dubbed Horizon (AM), that is led by GKN Aerospace and includes Renishaw, Delcam (0121 766 5544) and the Universities of Sheffield and Warwick, backed by the public-private Aerospace Technology Institute. The project, which finishes in 2017, is aiming toward a similar level of process qualification as ecoHVP: TRL 5 or 6. But it has somewhat different aims, as it focuses on developing AM techniques in Inconel 718 and Ti-64 to produce lighter parts having complex geometries. An initial project is on making near-net shape parts to reduce machining requirements. GKN Aerospace is also researching additional AM manufacturing techniques elsewhere: laser wire and blown powder deposition in Sweden, and AM of entire-wing-scale structures in the USA.
This article was originally published in the December issue of Machinery magazine.


