
In-page links:
Extended article takes in six IMTS AM2016 presentations, some echoing Hanspal’s keynote speech:
Baker Aerospace Tooling & Machining – 3D printed fixturing, design for post-machining of AM parts and conformal heating/cooling in mould tools;
Harbec Inc – improved conformal cooling performance using biomimicry and AM mould tools;
DMG Mori – moving from AM metal part prototyping to production using hybrid metal AM/subtractive machines;
Sodick – combined AM/milling machine slashes conformally-cooled mould production times;
Renishaw plc – industrialising AM;
Cincinnati Machine – Big Area Additive Manufacturing technology produces vehicle-sized objects.
Last year’s biennial IMTS manufacturing technology exhibition held in Chicago in September saw a parallel additive manufacturing (AM) conference running alongside (AM2016, organised by Gardner Business Media). The keynote speaker was Autodesk senior vice president Amar Hanspal, who spoke about ‘how AM is driving the future of making things’.
This ‘future of making things’ theme is one that Autodesk has been promoting for some time now; indeed, Machinery attended the company’s Autodesk University in 2015 where this was centre stage (read the full article here: https://is.gd/uhabig; comment here: https://is.gd/xakosi).
Much of this centres around short-run, batch-of-one customised manufacturing by AM (or 3D printing), supported by Autodesk software – the company does have 3D printing hardware, but it’s for plastics.
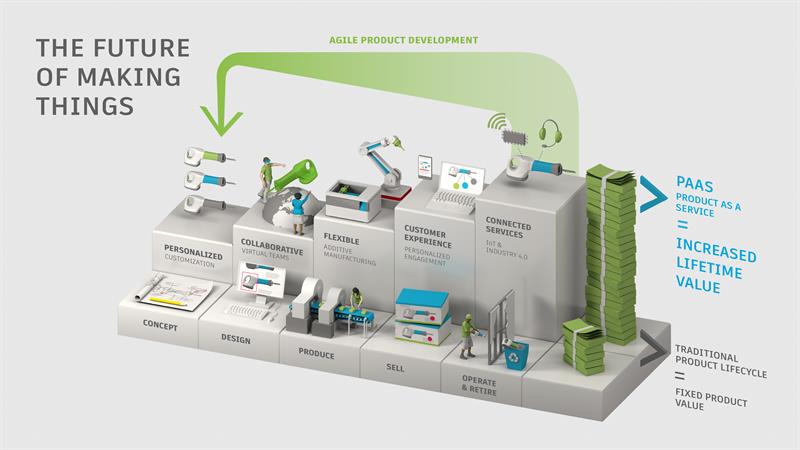
Autodesk's diagrammatic representation of how today and its future vision differ
AM is spurring product innovation and industry is gradually incorporating more digital aspects, he said, adding: “Factories are on their way to becoming more and more digital,” meaning the current Industry 4.0 push that is allied to digitisation, connected centres of activity and automation.
Happening at the same time is an evolution in what consumers want from products, Hanspal stated. Instancing a shoe, he said that people want more personal or customised products. “The idea of mass customisation that we have been talking about for many, many years is starting to take shape. There are many more products that are being produced in shorter runs and on demand.”
Consumers want unique and special features in without-compromise sustainable products that allow them to do new things, he stressed. As for sustainability, that this is where AM is “totally in harmony” with concerns about the environment and waste. “It is no wonder that AM is moving front and centre now in the conversation about how products should be made.”
There is “huge promise in AM”, with products that are better, can incorporate levels of complexity that are otherwise impossible to achieve, can offer custom designs to give unique experiences and can be made in small batches without need for expensive tooling that otherwise demands manufacturing in high volumes, he expanded.
Hanspal also highlighted that 3D printing allows for distributed manufacturing and democratised production, the latter meaning allowing “many more individuals to participate in the making of things”.
Looking at process practicalities, he said that most effort up to now had been placed on hardware – making machines faster, making them lower in cost and broadening available working materials. There is much progress here, with the process moving from rapid prototyping to low volume production, and with the promise of high volume production on the horizon, Hanspal stated.But the big problem is that failure rates are high, with scrap rates of up to 30% witnessed with industrial AM technologies. Avoiding this is where software plays a major role. Initial thoughts were that all that was needed to drive the AM process was CAD data, he offered, but that isn’t enough.
In subtractive manufacturing, the design approach mimics manufacturing, with CAD solid models incorporating geometric elements that result from machining processes; there is a harmonised workflow. He asserted: “We need to bring that same connected workflow to the AM process, and develop techniques that take account of the intricacies of AM. This is why the next generation of design and engineering software, instead of approaching things as CAD, analysis and simulation, manufacturing and drawing, is going to break that mould and have a single integrated experience.
The next generation of product development software is not going to distinguish between the means of making and design. Much like desktop publishing, we will get something like ‘what you see is what you get’, but rather ‘what you see is what you build’.
“We need something that is hyper-connected to the means of manufacturing, with all of the manufacturing knowledge available upstream in design. That is a critical component of succeeding with tools and products that are designed for the age
of AM.”
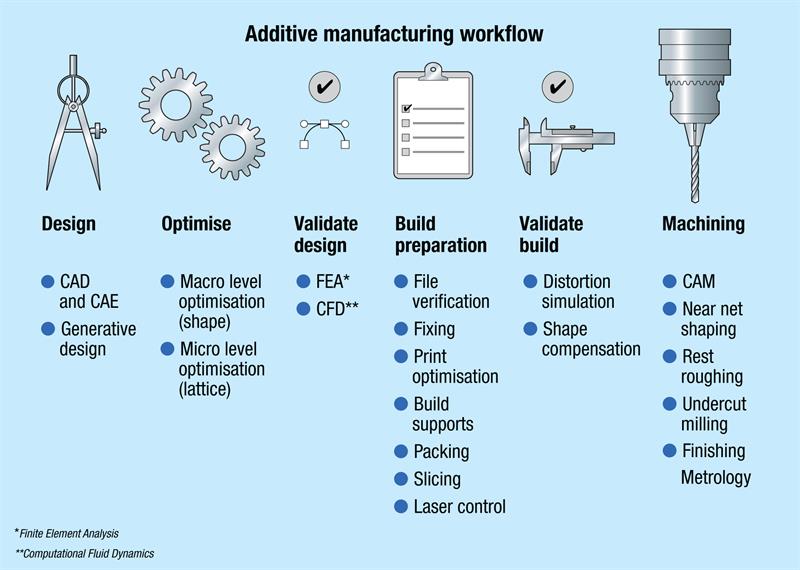
Amar Hanspal's workflow for additive manufacturing - software developments from Autodesk, and others, will support this
Another job for software is to support combined additive and subtractive methods of manufacture, either in a single machine or a line of machines, he continued, so that parts that are initially produced via the AM route can then be finish machined via the subtractive route, supported by the same CAM package (Autodesk includes what was Delcam’s subtractive CAM software within its stable today – https://www.is.gd/yaduhu).
As to what this all enables, Hanspal said that while benefit can be obtained with existing products by switching over to the AM route, the real opportunity is in making things that are “fundamentally different”. And relating to that he highlighted Autodesk’s generative design software, which offers the ability to have a computer design structures, based on constraint and performance information, with many hundreds or thousands of options output. Involved in this feat are machine learning, powerful cloud computing and digital manufacturing (AM). And the resulting organic-like structures can only be made via AM.
Hanspal instanced an industrial use, the Airbus cabin crew jump seat partition (so-called bionic partition: see online article and video: https://is.gd/howoca), an example first unveiled at Autodesk University 2015, in fact. At 45% lighter, it has been passing through the necessary crash tests, but as this proves itself in real flight, he said that Airbus will apply generative design and AM to more and more parts of the cabin. Applied across its worldwide fleet, AM will save up to 96,000 tonnes of CO2 emissions each year (flying London to Sydney generates two tonnes, for example).
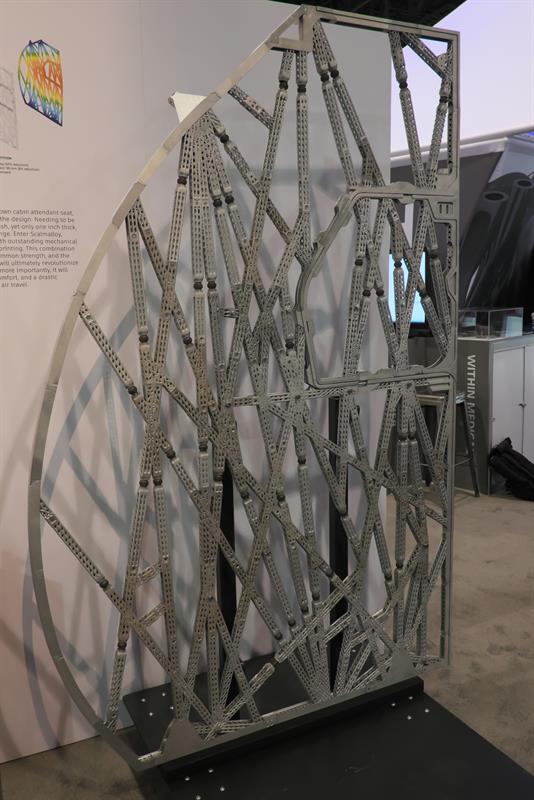
The bionic partition. It is assembled from a kit of AM-produced parts
TRAINING SHOE TALE
Returning to consumer products, shoes, the same generative design approach has been used to develop an organic-style lattice support structure in the heel of Under Armour’s ‘Architech’ trainers. Designs were tested by athletes for over two years, with performance training the specific target and where athletes were ultimately able to go straight from heavy lifting to cross-training, without having to change shoes (video: https://is.gd/yetiru).
Introducing another element, that of products with sensors built in and providing use feedback (see also https://is.gd/esobuh), Hanspal stated: “We are coming to an era where vastly different products can be generated in vastly different ways. They can be generated on demand, against personal specifications, without compromising other constraints that customers and consumers have.”
But certain companies are already there, he added: “Watching AM right now being used by some leading-edge companies, it is moving really, really fast.” He pointed to machine exhibits at IMTS and to latest software, the latter being Autodesk’s Fusion and Netfab packages, where AM informs design and engineering from the beginning. “This combination is going to unleash a huge amount of innovation,” he said. (A new version of Netfab followed the show, and is being updated regularly [latest version, December, see https://is.gd/epekuh], as is Fusion. Both are subscription software packages benefiting from frequent, regular updates). And with the possibility to save material, reduce pollution and produce close to use, resulting products will not only be innovative but also sustainable, he concluded.
[] Baker Aerospace Tooling & Machining – The company replaced an aluminium, multi-part fixture by a single-piece ABS plastic 3D printed version, gaining a lead time reduction of almost 70% (3.5 days versus 11.5 days) and weight reduction of 90% (15 to 4 lbs), allowing easier handling (see https://is.gd/zabajo). The company also produces metal AM parts, but makes sure that features are ‘grown’ on the part that allow for easier fixturing for post-machining, or produces AM parts with an integral plate that can be held during machining. The company is also using 3D printing in mould tools, exampling a compression mould tool that uses cores having internal cavities that are used to support controlled heating and cooling.
[] Harbec Inc – The company has investigated the use of ‘biomimicry’ in the design of conformally-cooled injection mould tools. Working with US-based project partners (New York State Energy Research and Development Authority) NYSERDA, Cornell University, Rochester Institute of Technology and environment-focused built environment specialist Terrapin Bright Green, Harbec has explored the nexus between how nature efficiently transfers heat and fluids, and applications for advancing thermal and fluid transfer within injection moulds, leveraging 3D printing. Harbec and its partners have demonstrated the potential for “growing moulds” that incorporate principles of biomimicry, resulting in more energy-efficient and higher-performance moulds for manufacturing. The natural structure mimicked that produced the greatest benefit was leaf veins, a so-called dicot structure. Harbec’s Keith Scheider said that the company had reduced cycle time by 21.8% by using nature-informed conformal cooling channel patterns – so 45-82% better than ‘normal’ conformal cooling at 12-15% - but added that such moulds can be up to 50% more expensive to produce. But while relatively easy to engineer and make, balance and flow were the biggest challenges, Schneider said.
[] Dr Greg Hyatt, senior vice president, chief technical officer at DMG Mori Advanced Solutions Inc spoke about hybrid metal 3D printing/subtractive machining. He focused on the need to make 3D printing a process suited to production not just prototyping, highlighting the need for increased deposition rates measured in kilograms/hour rather than grams/hour, and able to make large parts. The advantage of a larger working envelope is the ability to start with parts made via subtractive machining, forging or casting, adding features, not producing a complete structure from scratch using AM. And a hybrid subtractive/3D printing system is required to allow for machining of AM-produced features that require post-machining but which will be ‘trapped’ inside a completed part. The hybrid approach additionally allows for support structures to be produced and milled away as needed during the process. Also, precision of AM-built features will be delivered via subtractive processes, demanding a hybrid solution.
On the AM side, the ability to build a part out of multiple different materials on a single machine must be supported. And machines for production must be capable of running 24/7, he added. Finally, echoing Autodesk’s Hanspal, Hyatt said that better software tools are required, highlighting that just about every part of the AM design-to-manufacture process demands its own [software] tool.
On the machine tool side, a key solution highlighted was the DMG Mori Lasertec 4300 3D (660 mm diameter by 1,500 mm), based on the company’s NT 4300 DCG mill-turn. This offers 5-axis blown-powder AM plus 5-axis subtractive milling, as well as turning. An example part is a rocket engine nozzle made from stainless steel (X5CrNiMo17-12-2), measuring 450 mm diameter by 470 mm long. Production time for the AM-grown base part is around 10 hours, including six-sided turning and milling (second spindle allows for sixth side access). DMG Mori also has the Lasertec 65 3D, a 5-axis machining centre-based hybrid machine.
On the software side, DMG Mori ASI has partnered with Siemens, using its NX package for an integrated design-to-manufacture solution for AM and subtractive machining (more details here: https://is.gd/yocuqu).
[] Sodick representatives Tom Hipp, Masa Fukushima and Andy Ando talked about the company’s combined powder bed direct metal laser sintering AM/high speed milling machine (OPM250L), principally aimed at the manufacture of mould tools having conformal cooling channels, producing these with high quality surface finishes and to high orders of accuracy. Conformal cooling reduces moulding cycle times by 12-15%, the representatives said. The speakers added that there were 40 machines in Japan, two in the USA and none in Europe.
The machine lays down 10 by 50 micron thick layers of metal powder and then laser melts this to produce 99.99% dense material, with the result then machined with a 45,000 rpm milling spindle. This process repeats until the required part height is reached. AM produces a 55 micron Ra surface finish, but a first cut with the high speed milling spindle delivers a 2 micron Ra surface, with a subsequent ‘shift-cut’ pass delivering 0.47 micron Ra figure. Buffing a surface can reduce that to 0.014 micron Ra. Form accuracy of ±10 micron is achievable.
In demonstrating the benefit of the machine, a mould tool having 21 parts in the front cavity and 31 parts in the rear core. Machines required to produce this traditionally were: six EDM die-sinkers, six EDM wire-cut units, four grinders, three machining centres and one milling machine. Using a OPM250L, cavity production time was reduced by 63.5 hours, from 448.25 to 385 hours, with a single part produced. In the case of the mould core, 663.85 hours was slashed to 535.6, a reduction of 128.25 hours, with a second OPM250L producing two parts in this case. So, two OPM250L machines versus 20 machines were used, while the lead time benefit was 30 days – 24 versus 54, plus the additive/milling process totally unmanned.
An additional benefit to using a single-machine unmanned, automated process to produce a part is that such a machine is easier to integrate into the Internet of Things (IoT), making distributed design and manufacturing a reality.
[] Marc Saunders, Renishaw plc, director of Renishaw global Solutions Centres, spoke on industrialising AM. Renishaw is the UK’s only metal AM machine maker, the company producing powder-bed-only machines, not hybrid AM/subtractive solutions like those of DMG Mori.
He detailed industrialisation objectives as these: factory-floor technology capable of series production of qualified parts in high performance alloys. As to reasons to use AM, he offered an analysis that break use into four areas: low volume parts such as tools and prototypes; to support part replacement without the need to employ complex manufacturing processes; part consolidation that reduces assembly and part complexity to boost reliability; and to deliver either lifetime benefits in use or mass customisation.
Production benefits are greatest in the first, with product benefits growing to become the largest element in the latter. Production benefits take in: less material, lower tooling costs, shorter process times, shorter lead times, simpler assembly and automation. Product benefits take in: lower weight, faster production, better reliability, higher performance, better adaptation, product attraction, reduced stockholding and high responsiveness. It is product benefits where the largest advantage of AM lies, Saunders said.
He underlined the advantages of designing for AM versus direct replacement and adaption for AM by instancing a small hydraulic valve block. Using AM to produce a direct replacement part, while giving a production benefit, gives no weight benefit. Adapting the design, so changing its form slightly, can deliver a 78% weight reduction, but designing for AM and changing form, fit and function sees weight reduced by 98%.
In more general terms, echoing the Harbec exampled, he suggested that heat transfer is a “fantastic application for AM” and “one of the areas that is going to grow fastest”. Making products involving new materials that have varying properties is another area that will yield innovative products, while the ability to produce a complete assembly on a single build plate speaks to both just-in-time production and customisation.
Like Autodesks’ Hanspal (see main article), Saunders cites the need for an integrated software process chain from design to manufacture, involving feed-back loops. But it doesn’t exist, he said, adding that many are working on it, including Renishaw, and he alluded to an announcement that was made in November that saw Renishaw reveal that it is collaborating with Dassault Systèmes to provide and enhance software for metal additive manufacturing (AM).
As a consequence, users of Dassault Systèmes 3DExperience platform applications are now able to design, optimise, simulate and set up AM builds directly for production on Renishaw's AM systems. Dedicated CATIA applications include a range of tools to develop and perform topological optimisation of parts. DELMIA is employed to generate the process from build set-up to generation of the necessary laser paths (scan paths). Simulation of the entire AM build, including stress analysis and distortion prediction, is carried out in SIMULIA. This then links to Renishaw’s QuantAM AM software. This is designed specifically for Renishaw AM platforms, allowing tighter integration into the machine control software and the ability to accurately and rapidly review all build files for Renishaw AM systems, including those from third-party packages. QuantAM can also be used as a tool to guide design for additive manufacturing (DfAM).
Key in this collaboration and ultimate solution is that both Renishaw and Dassault Systèmes have software that is accessible to authorised third parties. This open ecosystem ethos enables collaboration with other experts working towards the common goal of creating a streamlined AM software experience, says Renishaw.
In returning to the industrialisation of AM message, Saunders instanced Renishaw’s automated metalcutting activities that see it run machines productivity for 140 hours/week, unattended 24 hours/day and with a 99.5% process yield. AM production systems that deliver the same are the target. Taking steps towards that is the company’s AM investment at its Miskin, Wales, plant, where it has established the Renishaw Healthcare Centre of Excellence. This includes a facility for the manufacture of Class 3 custom medical devices via Renishaw metal AM machines (Renishaw AM 250). Precision production of dental frameworks, cranio-maxillofacial patient specific implants, jigs, and guides is undertaken.
To help other companies join the AM revolution, Renishaw is rolling out Solutions Centres, where companies can: design parts and use AM technology; incubate a product further; then undertake pre-production to learn more and underpin development of a business case for deployment of the product and process (https://is.gd/carixe).
Instancing Renishaw AM in action, Saunders pointed to the company’s work with the UK’s Robot Bike Co, where frames made of carbon fibre tube are joined by AM-produced titanium joints (see case study here: https://is.gd/ehexay and video here: https://is.gd/vebuxe).
[] Zeke Sudbury from machine maker Cincinnati explained how Oak Ridge National Laboratory (ORNL) had 3D printed an aerospace trim-and-drill tool using Cincinnati-developed Big Area Additive Manufacturing, or BAAM technology (see machine spec sheet here: https://is.gd/laduwa).
BAAM machines have been used to print parts in materials ABS, PPS, PEKK and Ultem. By adding carbon fibre and glass fibre, strength and thermal stability is improved. Lay down rate is up to just over 36 kg/hour.
The produced part is being evaluated at The Boeing Company. ORNL printed the lower cost trim tool in only 30 hours using carbon fibre and ABS thermoplastic composite materials, which will be tested in building the Boeing 777X passenger jet. At 17.5 feet long (5.3 m), 5.5 feet wide (1.68 m) and 1.5 feet tall (0.46 m), the 3D printed structure is comparable in length to a large sports utility vehicle and weighs approximately 1,650 lb (750 kg). Indeed, the tool has received the title of largest solid 3D printed item by Guinness World Records.
Says Leo Christodoulou, Boeing’s director of structures and materials: “The existing, more expensive metallic tooling option we currently use comes from a supplier and typically takes three months to manufacture using conventional techniques. Additively manufactured tools such as the 777X wing trim tool will save energy, time, labour and production cost, and are part of our overall strategy to apply 3D printing technology in key production areas.”
At IMTS 2016, ORNL showed an all-electric Shelby Cobra replica and a 1952 Willys Army Jeep reproduction. With their bodies produced using BAAM technology, the Shelby Cobra replica was created in only 24 hours at the Department of Energy’s (DoE) Manufacturing Demonstration Facility at ORNL. The research facility additionally showed an AM-produced energy-efficient building, a result of the so-called AMIE (Additive Manufacturing Integrated Energy) project, also made at the ORNL DoE facility.

The all-electric Shelby Cobra with 3D printed bodywork at Chicago's IMTS 2016 show - Cincinnati BAAM technology is the production route
In fact, cars and building combine in this project (pictured, below). The home can use energy from the grid or from the photovoltaic panels integrated into its roof, while battery in the home stores surplus solar energy for cloudy days. The building also features a wireless charging pad in the driveway. Bi-directional wireless energy flow allows the it to charge an ORNL 3D printed jeep-like hybrid vehicle’s battery, while the vehicle can also supply energy to the home during peak demand. Additionally, the home can send excess energy back into the grid.
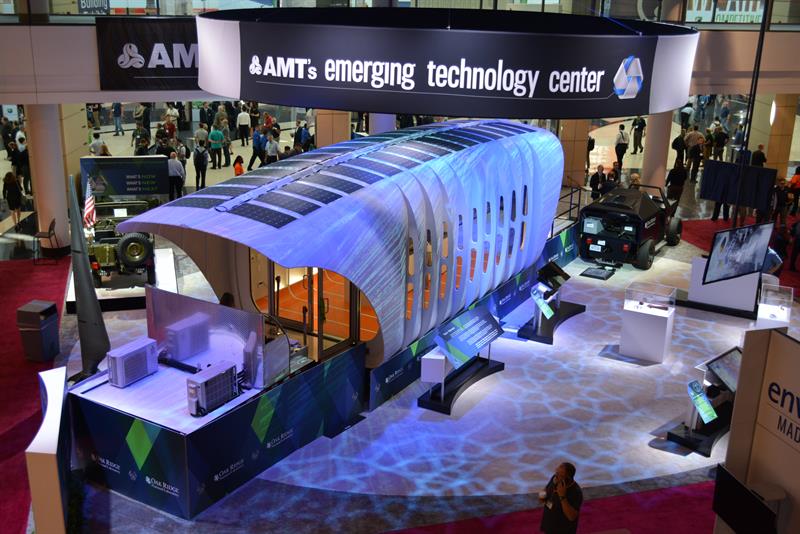
Energy efficiency at IMTS - electric homes and cars, delivered with the help of 3D-printed elements
First published in Machinery, February 2017


