
Over the past few years, a welter of development has been taking place to bring the capability of metal-based additive manufacturing (AM) inside the working envelope of a machine tool. Doing so would not only reduce the number of operations required to finish a new component, but also enable several new types of metalworking operations in a high precision environment. First, CNC machines could fabricate parts with undercuts and other features that would be impossible to mill or turn, in one or multiple cycles of additive and then subtractive steps, without having to refixture the part every time. Second, they could repair damaged parts by adding metal where needed, and then machine down the new areas to return the component to its original shape.
That is the promise. For the most part, it remains out of reach of the UK buying market. Certainly AM processes within CNC machines have been, and are being, studied in academia and industry. Prototypes of machines with AM heads have made trade shows: Hamuel Maschinenbau showed a special turn-mill machine equipped with a pre-production Hybrid Manufacturing Technologies Ambit AM head at EMO 2013; at JIMTOF last year a prototype Mazak Integrex i-400 AM (not yet for sale in the UK) was shown with an improved AM head; WFL showed a turning machine that can add AM features on to large turned parts at its recent customer Open Days (see Machinery April, p28-30 and www.machinery.co.uk/75353). Company research has been announced: Hurco filed a US patent last year concerning the fitting of an AM adapter into its CNC milling machines; Hermle recently announced that its seven-year R&D initiative to build an AM machine has yielded a working prototype. Only one complete machine, the Lasertec 65 3D from DMG Mori (0247 651 6120), which started as a prototype in 2013, has begun series production, at the beginning of the year.
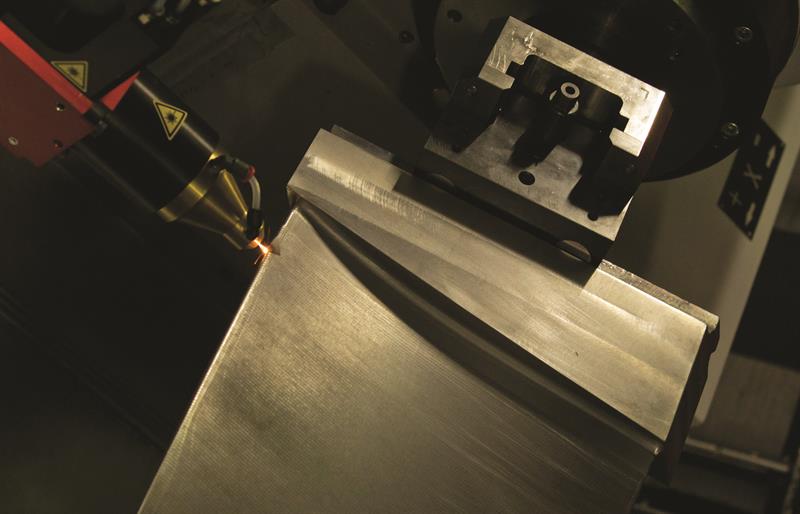
Laser cladding onto turbine blades on the Hamuel Maschinenbau HSTM1000 machine – the company uses technology developed as part of the UK's RECLAIM project (see www.machinery.co.uk/56485)
WELDING-LIKE TECHNOLOGY
Even employee positions are new. Long-time DMG Mori employee Richard Kellett began a new role as product manager, additive manufacturing, on 1 May. In the company's metal deposition AM process, which is similar to welding, powdered metal blown on to a substrate by an inert carrier gas is melted by a laser. It offers two nozzles, allowing a deposition width 1.6 mm or 3 mm wide – and deposition rates of 10-15 g/min. He explains that this process, which is similar to those used by all of the machines included in this article bar the Hermle, is suited to scaling up in size and speed, because of its deposition rates and the flexibility of the manufacturing process.
This process is quite different from probably the most common metal printing technique: powder-bed AM. Here, a 3D component design is split up into thin layers and made one layer at a time, fusing some of the powder held in a shallow bed, pushing some powder over the top of that and then repeating the process. Although Kellett admits that this process has the edge in terms of resolving fine detail, the build process is more limited than metal deposition, which more closely approximates traditional subtractive machining processes: "We are building a part closer to the way that a milling machine works. We are building in 3D." He references a demonstration part, in which blades are built directly on to the curved surface of a cylinder, which would be impossible on a powder bed, he says.
Adding a small feature onto an existing part is one of the easiest business cases for AM within a CNC machine, according to Dr Jason Jones, a participant in the important RECLAIM collaborative four-year research project on the process at De Montfort University (with TWI, Delcam, MTC and Renishaw, among other partners) that led to the formation of spin-out company Hybrid Manufacturing Technologies (01283 223419) in 2012.
Making repairs on metal components is a similar, and important, application. Although not a partner in the original project, Hamuel agreed to carry the RECLAIM technology on a modified HSTM turn-mill centre shown at EMO 2013. The RECLAIM machine, available in the UK from Micro Finish Grinding (01992 700 060), provides an automated turbine blade repair service. The repair process is complex and multifaceted. It sees a part probed, compared to a digital reference model, preparatory machining undertaken, a CADCAM laser cladding path generated, damaged areas cladded using the AM head, followed by finish machining back to the original specification using CO2 coolant, polishing and final inspection probing. The HSTM range has 300, 500, 1,000 and 1,500 mm length between its two opposed chucks and 360 mm blade diameter capacity. The process is also available with the company's larger HD and HSTM XL ranges.
The AM head in the RECLAIM machine comes from Hybrid Manufacturing Technologies; the heads, sold in Europe and the USA, are an 'early adopter' product because they cannot work on their own, and must of course be fitted into a machine tool. It is perhaps a telling measure of the immaturity of the AM-on-CNC business that Hybrid Manufacturing Technologies' main route to market over the past few years has been retrofitting existing CNC machines – primarily milling models. As of mid-May the company had retrofitted 10 units.
Once the machine is converted, the company's Ambit AM head fits into the automatic toolchanger, potentially making switching between additive and subtractive machining as quick as a toolchange. Jones says that Hybrid Manufacturing Technologies is refining the product for a more mass-market release at the end of the year. He hints that it will not be alone to launch; other CNC machine builders might also make AM product announcements later this year.

A DIFFERENT APPROACH
Earlier this year, German machine tool manufacturer Hermle (Geo Kingsbury, 023 9258 0371) announced that it is consulting with German customers to implement a different AM process, developed in-house, on a 5-axis C 40 U machining centre. In its so-called 'metal powder application process', a high energy jet of superheated steam propels metal powder suspended in nitrogen onto a substrate at high (10 kN/mm2) pressures and temperatures (up to 1,000 ºC). In such conditions, the powder particles experience super-plastic deformation and are forged together. Promised deposition rates for tool steel are 4-5 cm3/min. Components produced can be up to 550 mm in diameter, 460 mm high and weigh up to 600 kg.
Both described AM processes are theoretically able to layer different materials; this capability should allow the possibility of using the machines for metal cladding to improve performance; they could clad a hard material with a soft coating, for example, or vice versa.
Hermle's MPA 40 hybrid machine can draw on up to six materials, stored in sealed drums in the machine. The process allows dissimilar metals to be layered (creating for example a heat-conducting copper core inside a tool steel exterior), while the transitions between the layers can vary, too. Materials currently available are 1.2344 and 1.2367 hot-working steels, 1.4404 stainless steel, copper, bronze, titanium, aluminium and a water-soluble filler material. The last one enables the machine to make internal features, such as conformal cooling channels in injection mould tools; impossible to make by subtractive manufacturing.
Multi-material capability is also found in DMG Mori's machine; the Lasertec 65 3D can draw on two powders, stored in separate tubs in the machine. Its list of metal powders includes aerospace stalwarts like Inconel, and continues to grow, according to two guidelines. First, they need to be non-combustible: that rules out aluminium and magnesium. Titanium is a development goal, but not yet available. The second rule is that the material needs to be weldable – and in steel alloys this characteristic depends on its carbon content, says Kellett. The machine and its 2 kW AM head have been developed by subsidiary company Sauer in southern Germany. Its additive manufacturing build envelope is 500 mm (diameter) by 346 mm high.
Kellett states that its customers are not only R&D, but 'definitely' early adopters. The first two customers have been running their machines since the end of 2014. He adds that a few customers in big-money sectors like oil and gas have been able to justify the purchase cost of the machine on the back of making just one part, or a series of parts. The manufacture of many complex components is easier to manage on a CNC machine with AM capability, concludes the product manager.
MANAGING HEAT
Whether AM technologies will be able to make entire near-net shape metal parts in the near future remains uncertain, at least for Jason Jones of Hybrid Manufacturing Technologies. A key issue that remains problematic is managing the heat that is essential to the AM process – since heat can weaken or embrittle some metals, it has been removed as much as possible from conventional subtractive machining. So far, small repair jobs limit the extent of heating, says Jones. "Repairing blades involves adding a small amount of material, and so a small amount of heat. That is not challenging to the material. If you were to grow parts from scratch, it is a different conversation."
And he says that the success rate of building asymmetrical parts from scratch is not great. He continues: "As the metal deposited cools, it contracts. It is not a casting; it is not all hot at once. The contracting is localised. When there is a symmetrical part, a cylinder for example, as the metal shrinks, the residual stresses are symmetrical, and balance out. When you get to a highly complex internal geometry when there is a varying wall thickness, as the metal cools, there are different amounts of contraction, and so you get a distorted part."
So far, the software that controls the process cannot adequately anticipate distortion and compensate for it, Jones states, although the situation is changing rapidly. (Richard Kellett of DMG Mori states that the company is working on distortion, and continually improving the models that are incorporated in the Siemens NX CAM system offered for the Lasertec 65 3D).
The heat required for AM may prove to be an asset rather than a liability. If engineers can master the process, it may be able to perform localised heat treatment. Jones explains: "When you are adding metal, you are not only forming a near net shape, but also altering the microstructure of the metal as you go. There are pros and cons to that. The pro is that you could be able to manipulate the grains to whatever you need them to be. You could orient them; change their structure. That's exciting. That's not a variable people have been able to alter, or it is one that has been reserved for very high end research. How widely it can be used, and how big a different it will make, is still to be seen."
Indeed, the AM-on-CNC process is yet to earn its spurs in simple production applications, after all.
This article was first published in the June 2015 issue of Machinery magazine, p14-16.


