
The B-axis characteristically serves both main and sub-spindles in the larger bar diameter ranges of 16 mm and up. It can be used for positioning rotating tools at an angle or used in continuous mode to produce contoured features.
According to Watford-based Citizen Machinery UK (01923 691500), medical and dental industries were quick to make use of this feature, now offered on Citizen Cincom L20 and L32 Type-XIIs and the top-of-the-range M16 and M32 Type-VIII sliding-head mill-turn centres. Five-axis positioning and up to 4-axis contouring capability are supported (video: http://bit.ly/2b3FdqT).
Following on from those users are OEMs and subcontractors in, for instance, the hydraulic, valve and electronic sectors, resulting in some 60 Citizen Cincom B-axis models having been shipped to European customers this year, so far.
In the UK, Sub-CNC Precision of Dunstable, Bedfordshire, is one, having won a contract for 30,000 nuclear industry parts. Says director Yian Stavrou: “There was ample power to surface mill and drill angled features on the stainless steel components, and with the straightforward programming, fast processing, overlapping cycle capability and further flexibility from a Y2-axis on the back toolpost, single operations will significantly reduce our lead times.”
Like Sub-CNC, others are benefiting from surface milling and profiling, and, more widely, multiple holes plus OD thread milling and cross machining, with the B-axis serving both main and sub-spindles.
Explains Citizen Machinery UK application engineer Stewart Forrest: “The added flexibility of the B-axis creates further opportunities to increase productivity. It can save tool positions and the cost of additional holders. Let’s say you want to drill three holes in a spray nozzle at different angles. That can be six tool positions requiring angle toolholders. With the programmable B-axis, only two positions are needed to accommodate spotting and the drill, with additional positions [typically two more] available in the driven toolholder.”
As for programming, this can be accomplished at the Cincom control for angle drilling, thread and helical milling without any need for post-processors and additional CAM software. “The machine control also holds any programmed data relative to the specified angle. So if the machine stops or is turned off with the tool engaged, it can simply be manually wound out at the control, without breaking the tool in the workpiece,” Forrest concludes.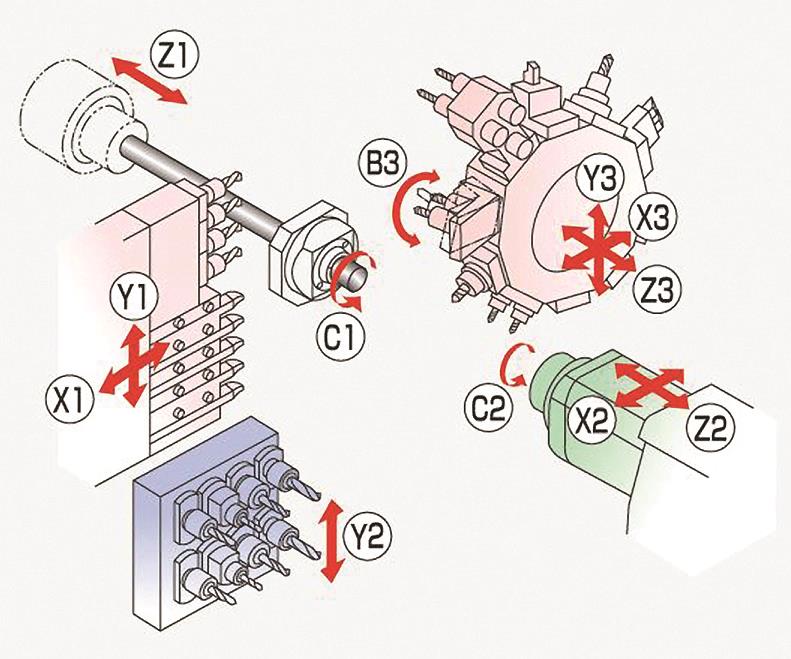

This article was originally published in the 5-axis supplement of the September 2016 issue of Machinery magazine.


