With fibre-generated-fibre-delivered and disk-generated-fibre-delivered lasers having displaced CO2 as the technology of choice in most instances today, those wondering just what the next step might be will find their answer in Mazak’s ‘Direct Diode Laser’ (the ‘DDL’ in the machine’s name) development.
According to White, the pursuit of DDL technology for profile cutting has been one that others have been actively engaged in. Welding, brazing and heat treatment are already supported by the technology, but achieving the beam quality required for profiling has been the challenge, described by him as the ‘Holy Grail’.
It is a test that the Japanese machine tool giant (https://is.gd/rereje) has overcome though, having developed with a partner its own laser source to support its Optiplex 3015 DDL 4 kW machine (video: https://is.gd/rosinu). The new 2D laser profiler has been built from the ground up to support this latest laser development, and this DDL source technology is available only from Mazak, White emphasises. “This is genuinely an exciting development,” the UK sales manager underlines.
DDL DELIVERS THREE KEY WINS
There are three key wins with Mazak’s DDL system; lower energy use, faster cutting speeds and, the one most emphasised, superior edge quality. On the first,so-called wall-plug efficiency is 10% for CO2, 20% for fibre-delivered disk, 35% for fibre-generated-fibre-delivered units, while Mazak’s DDL boasts a figure of 45% (diagram, below). That means that 45% of drawn energy is delivered by the laser to the head.
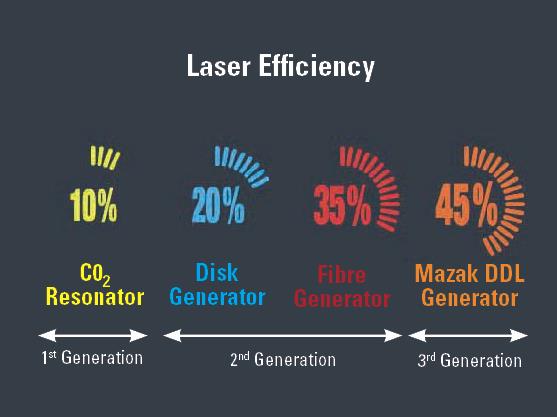
Wall plug efficiency is the best for DDL
On speed, depending on material improvements range from 10% faster on 9 mm thick mild steel with oxygen assist gas, to 50% faster when tackling 1 mm thick copper, again using oxygen as the assist gas – an across-the-board average of 15% faster. But the emphasised benefit is that of cut edge surface finish quality. Cut surfaces have far less deep vertical striations for any given material and thickness combination versus other laser technologies, along with lower cut taper.
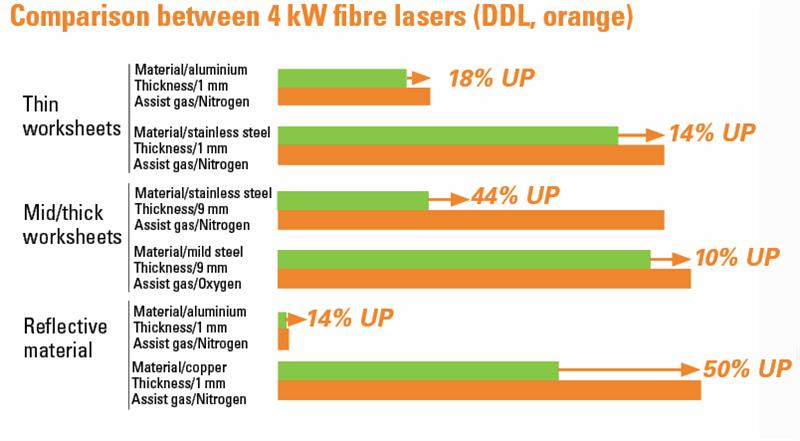
DDL outperforms existing technology in all the above areas
Sitting behind these benefits are Mazak’s DDL’s technical properties, with this being the third generation of DDL technology, WBC (wavelength beam combining – there are two other technologies used for the other mentioned processes).
To quickly run over the development of lasers since the ‘80s to amplify this latest one, during that decade there were two possibilities, CO2 and Nd:YAG. It was CO2 that caught on, of course, but, says White: “The laser resonator, in terms of parts, is quite a complex item. There are lots of optical components and other devices, plus you need laser gas. It requires maintenance and a lot of electricity, compared to newer laser technologies. Added to that, there’s the laser path, which sees the beam bounced off a series of mirrors. Each of these has to be adjusted and cleaned regularly, while there are losses in power and heat along the path. In addition, since the laser head moves, these mirrors must also move and, therefore, they require vibration damping.”
Moving onto the fibre-generated-fibre-delivered and disk-generated-fibre-delivered systems (the former are in the majority), both use diodes, although fibre-generated types are superior in both energy and maintenance requirements, says White.
He explains further: “The term fibre can be a little misleading, as it is diodes that generate the laser – the diodes are switched on and off very quickly [firing – pumping – into a doped fibre optic cable where the beam gains power]. There is very little maintenance required, the diodes have a really long lifespan, and they are very efficient. And rather than use mirrors, there’s a fibre optic cable that takes the beam to the head, called the process fibre [connected to the doped fibres by a concentrator/connector]. This can just flex and move, as required, as the head moves.”
With all fibre’s benefits, there’s little wonder that CO2 has been pushed aside in many instances. Now comes Mazak’s DDL, so what are its defining characteristics? The key difference is the way the white laser light is created. Diodes of three different colours (red, green, blue) are fired at a diffraction grating and are combined into a single white beam – in principle, the reverse of the production of a rainbow, where white light is diffracted into light of many colours (see diagram, below).
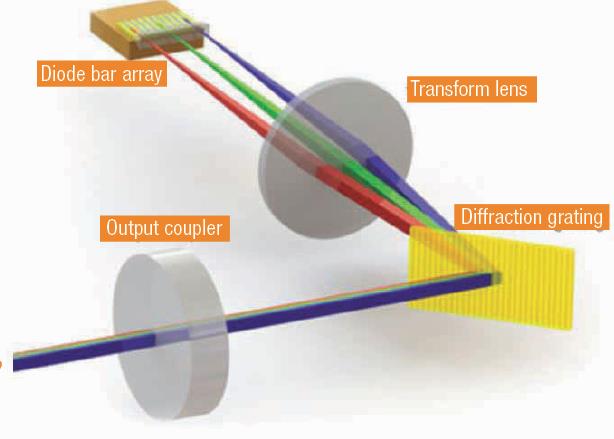
DDL technology employs three coloured beams brought together via a diffusion grating - a reverse rainbow, almost
“The reason it is called direct diode is because light goes straight from the diode via the diffraction unit into the process fibre, dispensing with the doped active coil, which is where it gains its electrical efficiency advantage,” says White. And the central benefit of this system is, rather like the non-DDL fibre before it, the wavelength of light generated.
Yet another step down from ‘standard fibre’, its shorter wavelength brings advantages in terms of greater light absorption and, therefore, means there is more energy available to melt material, as the diagram below clearly shows.
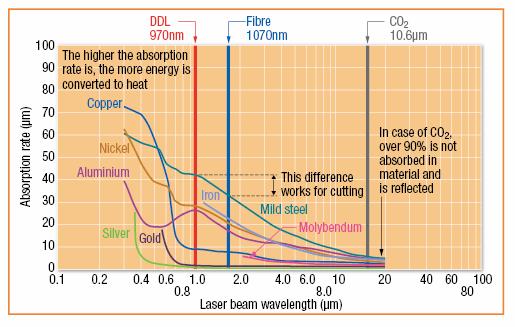
DDL has the shortest wavelength and so more light is absorbed
“Anything that bounces off is just wasted,” White underlines, adding: “In the case of CO2, for most of the usual materials [diagram p12], the absorption rate is well under 10%. So, not only have you lost power in the resonator and the laser path, when the laser hits the sheet, most of it bounces straight back off.”
Speed of cut is not linked to the machine’s feedrates, which is what everyone talks about, he observes, but light wavelength. “[Non-DDL] Fibre lasers, with their shorter wavelength, see an absorption rate of above 20% for many standard materials, but for DDL and mild steel, for example, there’s a further 10% increase in absorption.”
A further strength of DDL is its variable ‘Beam Parameter Product’, or BPP. A product of the laser beam’s divergence angle (half-angle) and the radius of the beam at its narrowest point, Mazak’s DDL technology offers adjustable BPP, which means it can be set at the best possible value for any given material thickness. This avoids the need for varying process heads and results in a surface finish of the highest order, showing far less deep vertical striations on the cut edge, plus less taper.
The first machines have been installed in Japan, as would be expected, with a European launch made last year at October’s EuroBLECH show. There are also now multiple customer installations in Europe, as well as in Mazak Technical Centres for demonstration purposes. White anticipates a UK installation this year, with edge quality the lead benefit likely to tip the investment decision.
As to the future, higher DDL powers are hinted at, while developments that will see an even shorter wavelength down to 400 nm are considered realistic, with that offering a further speed boost when cutting non-ferrous, reflective materials. For the moment, DDL technology stands alongside Mazak’s CO2 and standard fibre technology machines, but who knows what will yet be possible?Box item
Optiplex 3015 DDL 4 kW – vital statistics
The Optiplex DDL series can, on average, cut thin material 20% faster than fibre lasers and thick materials with “unsurpassed surface quality”. The machine has an axis acceleration of 1.8 G (2.5 G combined) in X and Y axes, 1 G in Z, and benefits from rapid single-axis traverse rates of 120 m/min in X and Y axes (170 m/min combined).
Maximum workpiece size is 1,525 by 3,050 mm (X-Y) for the two-pallet unit. Maximum pallet load is 930 kg and maximum loaded pallet height is 30 mm. Automation pallet exchange is approximately one minute, representing one quarter the figure of its previous systems. Mazak QuickCell automation can support this – currently some half of the company’s installations take automation as part of the order.
Positioning accuracy is maintained to within ±0.05 mm/500 mm in the X and Y axes and to within ±0.01 mm/100 mm in the Z-axis. The machine boasts a positional accuracy of ±0.050/500 mm in X and Y, and ±0.010/100 in the Z-axis. Repeatability is ±0.030 in all axes.
The new machine also boasts user-friendly ergonomic design, courtesy of Japanese design specialist Ken Okuyama, while there’s a new NC unit, PreviewG, that features a smartphone-style interface. Allied to the new control, there’s a new motion control system that delivers that 1.8 G capability.
Machine features
Set-up functions that ease changing between materials: auto nozzle change (eight nozzle – optimises assist gas usage and maximises feedrate); auto focus position (maximises part quality and supports maximum feedrate); focus detection (automatically calibrates reference position); auto profiler calibration (maintains a constant distance between material and nozzle during cutting); auto nozzle cleaning (lengthens time between operator intervention); and beam diameter control (BPP – delivers best cutting performance for thin and thick sheets).
Monitoring functions: pierce detection (minimises pierce times); plasma detection (stabilises stainless steel cutting to reduce dross); and burn detection (monitors cutting and notifies of poor conditions when processing mild steel).
First published in Machinery, July 2017

