Following Jena Rotary Technology's acquisition by Japan's Kuroda, Kuroda Jena Tec Holdings (01623 726010) is able to offer minimum quantity lubrication (MQL) technology.
MQL employs soluble and/or bio-degradable cutting oil delivered in a fine mist via nozzles or through tooling. It is used as an alternative to either dry machining, where tool life is reduced, or in place of high pressure flood coolant.
Flood coolant disadvantages include the high running cost of coolant pumps, maintenance of coolant systems, cleaning of the machine tool work area and, particularly in summer or warm conditions, the unpleasant odour sometimes emitted by poorly maintained coolant systems.
In a Kuroda analysis, the coolant system, including chiller, pumps, and so on, can contribute more than 60% of the total machine power consumption. And an average 16% of machining operation product cost can be attributed to coolant systems, the company adds, with this set against cutting tools that may contribute 4% towards costs.
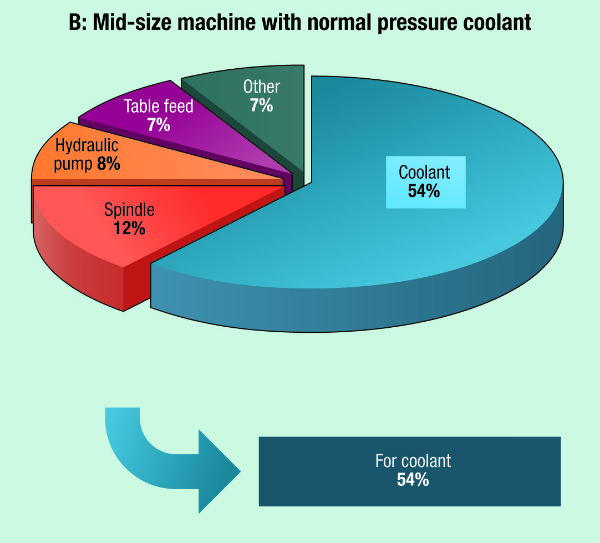
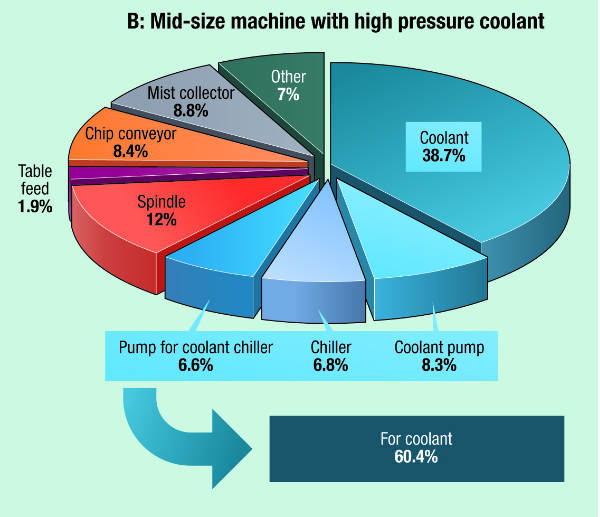 The energy consumption breakdown for machines using normal and high pressure coolant – in either case, MQL offers advantages
The energy consumption breakdown for machines using normal and high pressure coolant – in either case, MQL offers advantages
Replacing flood coolant systems is possible: Kuroda offers the example of a four-flute 18 mm diameter end-mill cutting carbon steel at a depth of up to 15 mm. The customer was able to reduce consumption of coolant from 18 litres per month to just 0.6 litre of soluble oil -– a 54% coolant cost saving.
IDEALLY, MACHINE DRY
Of course, it would be most ideal to implement dry machining, but the effect on tool life, heat management and process performance means that is not possible in most cases. However, where dry machining is successfully employed, MQL can potentially assist with extending tool life and increasing machining performance, in terms of surface finish, cutting forces and process capability.
More generally, the company says that to compare MQL with either dry machining, flood coolant or even air cooling, a number of factors must be considered, including cutting force on the tool, tool wear, temperature and surface finish.
Based on field studies involving end-milling using the MQL process, the company says it was able to demonstrate comparable cutting forces to flood coolant with comparable wear rates. Specifically, at delivery rates of 16 ml/hr, MQL was able to match the cutting force measured with flood coolant systems that were operating at 258 l/hr consumption. And compared to dry machining with air cooling, MQL samples at varying ml/hr figures consistently reduced cutting force.
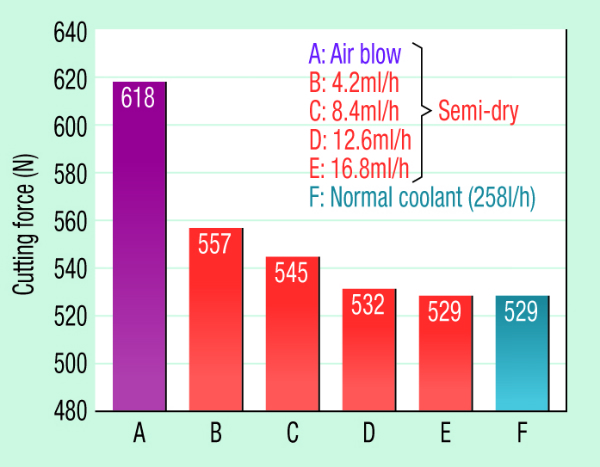 Kuroda says cutting force is reduced with MQL, compared to both flood and air
Kuroda says cutting force is reduced with MQL, compared to both flood and air
Looking at thermal effects in detail, continuous cutting trials of 12 m showed that with MQL the tool reached its working temperature of approximately 240 °C at the cutting tip and was stable thereafter, as opposed to a continuous growth in temperature profile for dry or air-cooled machining. Tool wear will be adversely affected by higher temperatures. In comparison to flood coolant, after 12 m of machining MQL-cooled tool flute edge quality was shown to be comparable.
Moving to surface quality, Kuroda highlights a comparison of the turning of a 60 mm diameter blank using both flood and MQL, with the discovery that the surface finish achieved with MQL was better.
To date, the rate of MQL adoption is fairly low, the company admits, but says it is increasingly rapid. Historically, MQL has been used in deep hole drilling, mould and die milling, and also applications where coolant systems are not practical, such as in robot-based drilling of large components.
In reality, says Kuroda, the benefits of MQL can be experienced more widely, and modern MQL systems, such as those it provides, can be directly fitted to CNC machines as standalone systems.
Cutting tool specialist Mapal (01788 574700) is also an MQL fan. Wayne Whitehouse, managing director, explains that it too can offer a positive case for the technology. "Analysis carried out by Mapal on a variety of machining processes has shown that, with conventional tools and machining techniques, cutting lubricants and their associated costs typically account for between 8% and 16% of the total production costs. That's a lot of money, especially as, in many cases, it's money wasted, since a much more economical machining technology is now available," he highlights.
And while it is accepted that there are some machining processes that cannot yet be adapted for MQL, Mapal says these are becoming fewer and fewer. Recent developments in tools, cutting materials and in MQL technology itself have made MQL far more efficient and suitable for a far wider range of applications. The company can offer a number of automotive/PCD tooling application examples, in fact.
But switching to MQL requires specialist expertise, if it is to be accomplished successfully, Mapal offers. The message is clearly to speak to those with experience.
BOX: Labelling changes – what you should know

Hangsterfer's coolant supplier MacInnes Tooling (01436 676 913) advises that the United Nations' Globally Harmonised System for classification and labelling of chemicals will affect metalworking fluids (see also
Hangsterfer's explanatory video ). "Under GHS, some products that were once considered non-hazardous will now be designated as hazardous. It is imperative that users of metalworking fluids become familiar with these changes and the new labelling system to ensure safe products are used," says the company. Boric acid, used as a corrosion inhibitor, is an example. Some coolant suppliers use more than one boric acid compound, perhaps to keep each one under the current labelling threshold. But boric acid has been classified as a Substance of Very High Concern under the EU's REACH intiative, which means coolants containing these compounds could, under GHS, trigger the 'exploding body' pictogram (several serious health hazards for internal organs). Manufacturers and distributors must comply by 1 June 2015. Hangsterfer's coolants will not be negatively affected by GHS.
BOX: Coolant for sliding-head lathes
When investing in new Citizen Cincom L20E sliding-head mill-turn technology, Haverhill, Suffolk-based Ultra Precision additionally considered the cutting oil needs of the venture.
Q8Oils was brought in to assess tooling types and the material mix, which includes 316 stainless steel and Nitronic high performance alloys. The company recommended its Q8 Bach XNL 22, a light, chlorine-free neat cutting oil.
Ultra Precision director Simon Quick explains: "Now in production, and compared with components previously produced on our older machines and original cutting oil, we have seen gains of 50% and beyond on tooling edge life. It is hard to say how much of this is down to the new machine or the new metalworking fluid, but, on the whole, we are extremely happy with the outcome of trials with the Q8Oils product." A very noticeable benefit has been the elimination of odour issues, too.
- Staying with sliding-head lathes, Richard Wells, managing director of Lubriserv (08444 743317), says its Lubricut XS9 – a neat synthetic cutting fluid – has benefits over competitors. "We regularly come up against the same issues with neat mineral oils on sliding-heads: poor tool life and surface finish, fumes/smoking, fires, poor visibility, sticky brown residue on machine surfaces and high dragout/consumption."
And at subcontractor Trust Precision, tool life has reportedly more than doubled, compared to that with the previous supplier's product, while fluid consumption has reduced by up to 60%.



