
Additively manufactured bodywork nodes are combined with steel profile connecting elements to produce the so-called NextGen spaceframe, which is part of the EDAG ‘Light Cocoon’ concept car, first shown at the Geneva Motor Show in September 2015.
The approach contrasts with conventional carbody designs that feature inexpensive semi-finished sheet metal products and tried-and-tested joining technologies, such as forming and spot-welding. The methods employed conventionally have the disadvantage that tooling and plant investments are only cost-effective when producing large volumes, making them unsuitable for the production of multiple versions.
SATISFYING TWIN DEMANDS
As a result, the automotive industry cannot respond to the two new market demands of body lightweighting (required to provide all-electric drivetrains with feasible travelling range) and drivers’ desire for mass customisation. Sergio Raso, head of strategic marketing, laser products at equipment manufacturer BLM Group, sums up the situation: “New ideas and, derived from them, economical and flexible concepts for future manufacturing are required here.”
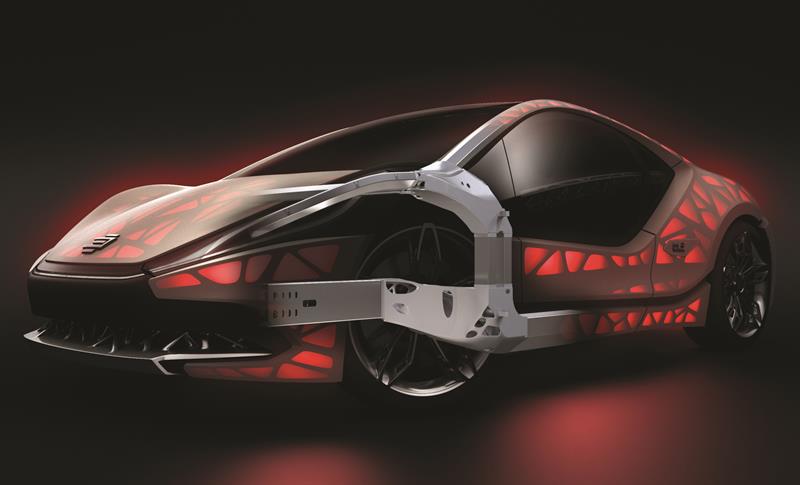
The Light Cocoon concept electric car body design, featuring body panels with diamond-shaped cut-outs; a structural frame section is superimposed
According to the Light Cocoon vision, additive manufacturing (AM) is no longer just suitable for prototyping but also for functional parts alongside traditional manufacturing processes, says Martin Hillebrecht, head of competence centre for lightweight design, materials and technologies at EDAG Engineering. He says: “AM will make it possible to create very complex, functionally integrated and highly efficient structures that cannot be produced using other methods. It will therefore be possible in future to design complex components with a customised design for products available in lots of different versions, and manufacture them individually on demand, without the use of tools, to ensure optimum function, safety and weight. This is fundamentally new in the industry.”
The NextGen design combines AM-produced nodes and steel profiles that are easily processed by 3D laser cutting machines within a hybrid design spaceframe. Since both nodes and profiles can be adapted to deliver new geometries and load bearing capabilities without additional expenditure on tooling or machinery, a range of different versions within a single vehicle model is made possible at no extra cost.
Hybrid AM-conventional structures are already being made, points out Frank Herzog, CEO of AM machine manufacturer Concept Laser, who says: “Relatively simple or excessively long geometries, such as the profiles here perhaps, are produced by traditional machining, and more complex geometries are then manufactured additively. This phenomenon reflects the economics.”
And as price is a key concern for automotive production, the relatively high-cost AM process is not (yet) appropriate for low-cost mass production. For this reason, the experts speculate that an early automotive market for AM-made parts might be low-volume luxury cars. And while luxury cars demonstrate limited production potential, their features have a track record of filtering down to higher volume models in time.
Hopes are also high that AM machine output, which remains limited at present, will continue to increase, as time passes. Claus Emmelmann, CEO of German technical consultancy Laser Zentrum Nord, says: “I forecast that the technology will see a significant leap in productivity over the coming years and thus will also manage to gradually become an attractive proposition for large-scale automotive manufacturing. Laser Zentrum Nord works together closely with its partners to develop new machine and automation concepts designed to make this possible.”
Although Herzog at Concept Laser points out that AM machine output has already grown significantly – printing speeds have increased with higher power lasers and multiple laser configurations – he argues that output should actually be interpreted in a wider factory context: “Each new laser source increases the complexity of the process and, therefore, also its susceptibility to errors. I do not think that purely quantitative approaches are the best way to go.
“From our perspective, the vital thing is to focus on [periods of] downtime during the production process, with the ultimate aim of minimising them. They are usually associated with manual tasks in the upstream and downstream stages of the process, such as supplying new powder or finishing the products. This is where, in the first instance, we see a much more important starting point for advancing our process to make it viable for economic mass production.”
And he concludes: “In addition, qualitative efforts are paramount for us, because an additively-manufactured product should, of course, also be able to win people over just in terms of its quality. If this basis [quality] is easy to control, progress can be made when it comes to [machine] performance.”
This article was first published in the November 2016 issue of Machinery magazine.


