
Little is known about the effect of varying process parameters on material properties in the direct metal laser sintering (DMLS) process, say the authors of a recent report*.
To investigate those effects, they chose 17-4PH stainless steel (see ‘Material properties’, box, below), due to its versatility and use in many industries, and processed the material with the help of commercial companies, with testing undertaken at Lawrence Technological University.
Previous studies undertaken on this material have looked at general material properties using standard parameters specified by 3D printing machine manufacturers; few have focused on parameter variations, such as layer thickness, build atmosphere and build orientation; hence this study.
The results from the research show that variation in build orientation, layer thickness and build chamber atmospheres for 17-4PH stainless steel parts result in little difference in material properties between 3D printed and conventionally made metal parts, although DMLS process efficiencies do vary notably.
Using commercially available powder supplied by LPW, 120 test parts were processed via EOS M270 and EOS M280 EOS DMLS technology at Linear Mold & Engineering, Livonia, Michigan, USA.
SETTING THE BOUNDARIES
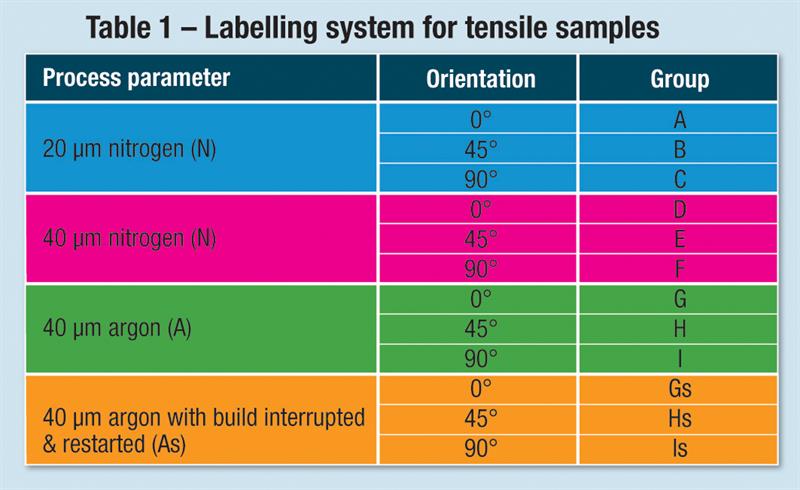
Process parameters of thickness (20 or 40 micron layers), inert gas atmosphere (nitrogen or argon) and part orientation (0°, 45° or 90° to the build platform) were the variables considered. Four layer thickness/atmosphere gas groups were considered (table 1, below), with each build group undertaken at the three orientations to produce sub-groups.
Material not fused during the DMLS process was sieved – common practice at Linear – and the researchers undertook chemical composition and size characterisation of 10 randomised material samples prior to the build.
Following build, the test specimens were, first, stress-relieved at Linear and, second, solution heat-treated and age-hardened to H900 specifications at Vac-Met (Warren, Michigan, USA). This replicates real-world practice.
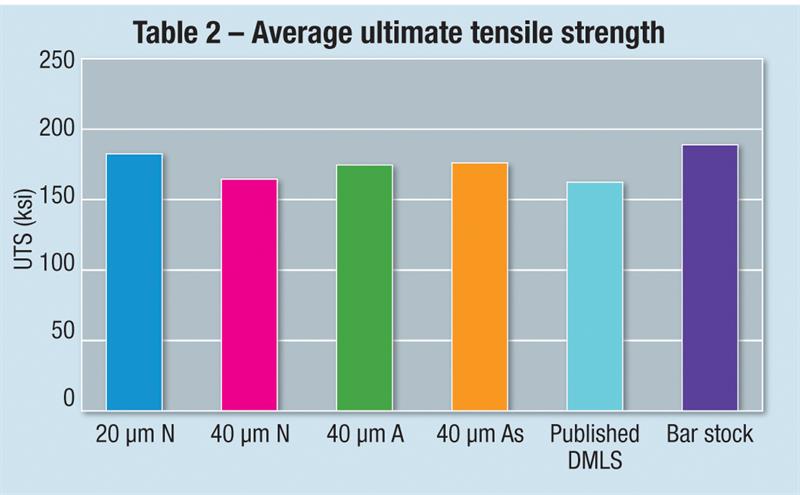
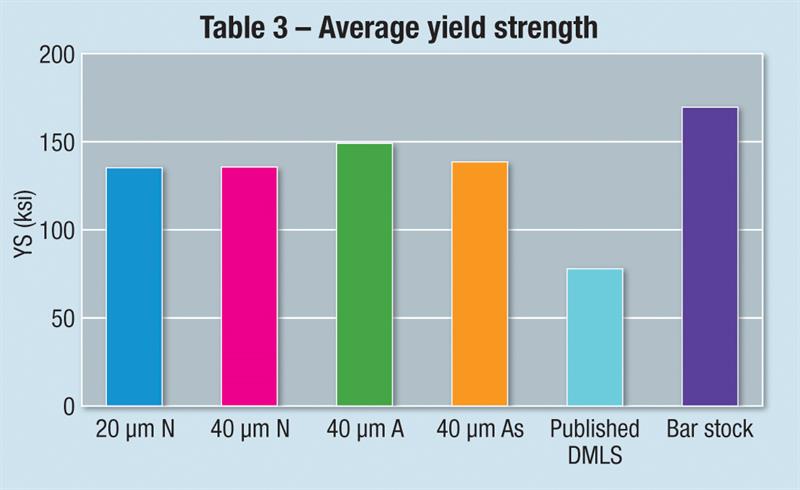
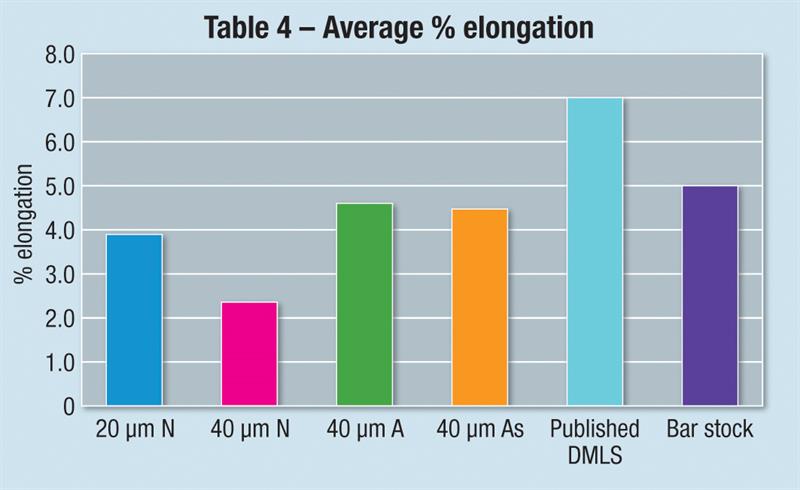
For mechanical testing, Lawrence Technological University used its Instron Electropuls 10000 linear-torsion all-electric test instrument in combination with a video extensometer for load and displacement measurement, with values for ultimate tensile strength (UTS), yield strength (YS) and percentage elongation obtained (tables 2, 3 and 4, respectively).
Next, fracture surfaces were analysed at the university using an FEI environmental scanning electron microscope (ESEM). The first specimen from each orientation groupwas analysed, with fracture mechanism determination plus any noticeable irregularities between groups and sub-groups also investigated.
Mechanical testing demonstrated that there was very low variability between groups and within groups, represented as low standard deviations. These values were compared by orientation within groups and between process parameter groups. Differences where confidence of P>0.005 were reported as significant.
UTS of all groups showed a slight decrease in value as build orientation angle increased, except for the 20 micron nitrogen group where a build angle of 45° demonstrated highest UTS. Overall, UTS between the ‘20 micron nitrogen’, ‘40 micron argon’ and ‘40 micron argon with build interrupted and resumed’ groups were statistically identical. And DMLS UTS values were shown to be similar to that of published DMLS and bar stock values.
On YS, there was little relationship between build orientation and process parameter across the groups, with the ‘20 micron nitrogen’ group exhibiting the most noticeable variations between orientations. The report says there was no statistical difference between groups (two-way analysis of variance), and YS values were similar to published bar stock figures but actually greater when compared to published DMLS values.
Turning to elongation, there was no observable correlation between percentage change and build orientation. A large standard deviation for the ‘40 micron nitrogen’ group is attributed to the manual method of value measurement. No statistical difference exists between the others (two-way analysis of variance).
To determine any difference in fracture mechanism between build orientations, fracture surfaces were compared, with the two build orientation extremes of 0° and 90° chosen. Overall uniformity of fracture surface was demonstrated, with no noticeable changes in fracture surface observed for build orientation or process parameter change. Transverse, dimpled fracture was demonstrated by all samples, while there was little observed porosity and no un-melted powder in the fracture region – indicating that sufficient energy density for full melt was achieved.
Using a scanning electron microscope, powder morphology was seen as uniform within the samples. So regarding the use of reclaimed powder (powder particles ranged from 10 to 50 micron), based on observation an even distribution of particle size and shape can be expected.
REPEATABLE, EVEN AS THINGS VARY
So, DMLS shows highly repeatable results of varied build orientation and process parameters, with mechanical properties between the ‘20 micron nitrogen’, ‘40 micron argon’ and ‘40 micron argon with process interrupted and resumed’ showing no statistical difference.
The greater the layer thickness, the faster the process, and further studies on the microstructure and modulus of ‘40 micron argon’ samples should be done to validate and improve 17-4PH process parameters, the authors suggest.
But in a final conclusion, they say DMLS does offer a viable alternative to traditional manufacturing methods, since this research demonstrates high process repeatability plus mechanical properties for DMLS-made parts that are comparable to those of traditional manufacturing methods.
BOX ITEM
Material properties
17-4PH is a corrosion-resistant grade that is soft and ductile in the solution-annealed condition. Medium to high strength, good toughness and strength are obtained by the appropriate ageing treatment. As a martensitic precipitation-hardening stainless steel,
it is characterised by high tensile strength and high yield strength, obtained by solution annealing and then followed by a single or double low- temperature age-hardening treatment. 17-4PH has corrosive properties comparable to 304 austenitic stainless steel in many environments. (Source – http://is.gd/4LkB0v)
This article appeared in the April 2016 issue of Machinery magazine. It was originally published in full in Additive Manufacturing, copyright 2016 Gardner Business Media Inc – http://is.gd/awoZko


