
Located on the boundary of Sheffield and Rotherham, sitting alongside other University of Sheffield centres including the AMRC, Castings Technology International and nearby AMRC Training Centre, the Nuclear AMRC operates from an impressive 8,000 m2 research factory.
Here, the centre’s knowledgeable and experienced staff apply innovative and optimised processes in machining, welding, inspection and other key areas of large-scale manufacturing technology.
Andrew Wright, principal production engineer for the Machining Technology Group within the Nuclear AMRC, explains more about the organisation’s scope of activity: “Although we are the only Catapult centre focused on one industry sector, providing expertise in reactor structure manufacturing and decommissioning waste management, we also support wider UK industry with large-scale manufacturing challenges. Even if it is not nuclear, it is the size of the task really where our specialities lie, preparing large-scale components for machining.”
One of the key drives for the centre is to take concepts that have passed TRL (Technology Readiness Level) 1 to 3 through and beyond the next phase of TRL 4 to 6, sometimes called the ‘valley of death’. Generally, this requires a two-thirds scale demonstrator, proving the capability before they go into full manufacture. And all the machine tools on the workshop floor been selected at a size that fits within this scope.
“We have some of the biggest machining platforms available for R&D in the world, taking workpieces up to 50 tonnes. The Soraluce FX-12000 is one of the largest horizontal boring machines; it can accommodate workpieces up to 12 by 5 by 5 m, which is like two double-decker buses parked next to each other. With the ability to automatically change the cutting head to one of five different options, it is a very flexible manufacturing solution,” states Wright.
He continues: “Obviously there are a lot of other industries that use machines this size, so we have undertaken large aerospace, oil and gas, and off shore wind turbine components; at the end of the day, a piece of metal doesn’t know where it is going. Our primary goal is to support UK industry.”
Alongside the large Soraluce boring centre (TW Ward, https://is.gd/nufiqu) is a horizontal borer from Heckert (Starrag, https://is.gd/yabegi), the HEC 1800 can accept workpieces up to 20 tonnes measuring 3.3 m diameter by 2.5 m high, a Dörries Vertical Turning Lathe (VTL – also from Starrag) that can turn-mill parts up to 5 m diameter by 3 m high, a Heckert HEC 800 provides heavy duty machining in vertical or horizontal axes, while large multi axis mill-turning is provided by a DMG Mori NT6600 (https://is.gd/elalut). A number of smaller advanced machine tools are also used.
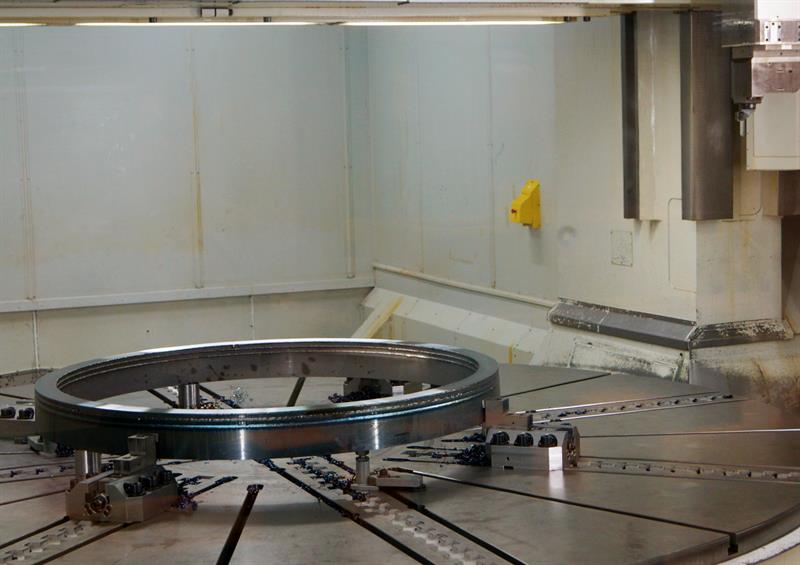
Large machines for large parts are what the Nuclear AMRC is all about
These machine tools are representative of what may be typically in use in the nuclear industry and are often too expense and important to remove from production to perform trials and tests. So, industry customers can access the capacity of the Nuclear AMRC without disrupting their own workflow.
In total, there is over £35 million worth of manufacturing equipment operating to very precise tolerance levels, often on extremely expensive raw materials in the Nuclear AMRC workshop. On top of this, most of the machined parts feature complex geometries, with limited clearance for cutting tool access and could be just a batch of one, so there is no margin for error.
Protecting the machine tools has become second nature for the engineers at the centre. Wright again: “With CADCAM programs generated in house, all of the toolpaths for our machine tools have to go through NC code simulation, and since we started back in 2012 we have worked with CGTech. Vericut has been with us since the start and it’s vital that all our programs are proven in a virtual environment, before being applied to the workshop.
“As you might expect with machine tools that are difficult, and expensive, to replace, we have detailed models and operational processes for each of them, so with Vericut we can simulate to make sure there are no collisions between the machine’s structure, the component and the fixturing, and even the cutting tool, which could either gouge the raw material or be impinged trying to access any tight working spaces.
“For example, we recently completed a prototype component for a client on one our largest machines that had minimal clearance between the machine structure and the large component. Without an accurate digital twin of the machine tool, component and tooling, this would have been a very high-risk process.”
The Nuclear AMRC uses a variety of CAM packages, including EdgeCAM (Hexagon Manufacturing Intelligence, https://is.gd/mafoki), SolidCAM (https://is.gd/kegole) and Siemens NX (TTL, https://is.gd/equpah). This allows the centre to work closely with varied clients and also state-of-the-art toolpath generation algorithms. “The dedicated Vericut interface for each of the CADCAM software systems means we can run both of them side-by-side, with uninterrupted flow of data. Being a seamless integration allows the software to share our master tool databases and fixturing database,” says Wright.
Vericut checks the actual G code that the machine will run, so it provides the most accurate version of real-world events before they occur. “Independent CNC simulation software like Vericut is vital; I could not image why any production engineer would not insist on using it. We do not prove out any CNC code on the machine tools, everything goes through simulation,” he underlines.
“The only exception would be new capabilities we have not used. For example, CGTech recently added the facing head option for use with our Soraluce machine. It is a 2-axis D’Andrea head that has CNC control to allow turning functions to be carried out. Being able to control the cutting tool on a positioning slide enables features such as a sealing face or a taper on a flange face to be machined that would be difficult and time consuming to generate by moving and re-orientating the component to our VTL, so allowing for machining in situ.”

Vericut can support the Nuclear AMRC's Soraluce, including its D'Andrea head
As well as equipment for decommissioning existing facilities, one of the growing areas of interest within the nuclear sector is that of Small Modular Reactors (SMR). These are defined as single reactors producing up to 300 MW, in comparison to current new build sites such as Hinkley Point which has two units of 1.6 GW each.
The concept is to prove the design, manufacture approved standard parts in small batches rather than one offs, and then factory assemble the finished reactors, not build onsite. It will follow approved process paths similar to those used by the aerospace industry for flight-critical components and assemblies.
Says Wright: “Pretty much everything in a power station is a one off, because it will be site licensed for the particular location, it will have licences for the country it is going to and each time everything will be slightly different. The idea of the SMR is that once it is proved, licensed and locked down, it will be exactly the same every time.
“The National Grid now is dispersed in nature because of wind and other renewable energy sources and the SMR follows that distributed model. Sites can be installed and switched on in stages, rather than having to wait for the whole facility to be finished and if it goes off for routine maintenance there will be other sites ready to ramp up to meet the shortfall.”
The team at the Nuclear AMRC is always testing new machining techniques, to match both the geometrical requirements of the components and process needs of the industry, as well as addressing new material challenges such as high entropy alloys.
Continues the principal production engineer: “To fully support these areas, we now use the Vericut Force module. When looking at new and novel machining techniques, we want to know exactly what is going on. We input the Force data and take some measurements, so we can plot out the results. It is ideal for tool life considerations; the nuclear industry is conscious of parts being damaged and tool wear is a factor. When we are looking at how to machine a component, the NC toolpaths to be applied will be checked using the Force analysis module within Vericut to look for excess loadings on the tools.
“It allows engineers to go back, tweak and alter settings for the machining, change cycles or even software packages. We have been known to use a completely different CADCAM package to get a suitable toolpath. For rough machining, in particular, we are looking for a stable efficient toolpath. Here we have found that the Force module is exceptionally good at narrowing down the best options. We are also looking to see that we are not getting overloads, not going too deep or too wide on any cutting path. Force is an important part of what we do now.”
While most industry customers are looking to take time out of the manufacturing process, Wright says it is a priority that is promoted, but that it is also about safety. “What our partners and customers don’t want is any risk to high value components caused by operating up to the limit. What we can do as a research centre using Vericut and Force is find out where that limit is and retreat slightly. Then we know it is safe to run up to these parameters and that you will achieve a consistent tool life; it is proven and it is predictable.”
He concludes: “The other thing we are looking at on such large machine tools is very dynamic toolpaths but we might actually end up breaching the limits of machine tools, in terms of acceleration rates. If you have a dynamic optimised toolpath from Vericut that is machining a complex geometry, theoretically we can run at high feed rates using modern cutting tools. The limit these days is not the cutting tool, it is other things in your process, and we can factor these in a virtual Vericut environment with Force to ensure the whole process is achievable, robust and reliable.”


