
Mitsui Seiki (2D CNC, 0844 871 8584) has produced the first commercial unit of a machine tool that uses a novel, high power electro-erosion process to rough-cut aerospace alloys such as titanium in a fraction of the time taken by traditional metalcutting techniques.
For example, a titanium alloy cutting operation that normally takes 45 minutes can be finished in three with the new technology, according to an article published during March 2016 on GE’s public relations news website, GE Reports (http://www.gereports.com).
At a 2D CNC Open House event in November last year, Tom Dolan, vice president of GE’s machine tool partner in the project, Mitsui Seiki (USA), pointed out that aero-engine bladed disk, or blisk, manufacturing is
a particularly exciting application of the technology. He said: “Estimates of the machining hours that are required to produce all of the blisks needed to support [Boeing and Airbus single-aisle] aircraft programmes alone … are in the millions. If one can take a major portion of that away by reducing the roughing cycle time, it’s a huge cost saving.”
Blue Arc could similarly open up the possibilities to affordably manufacture new classes of aerofoils that offer performance advantages but that previously have been too slow or expensive to mechanically machine.
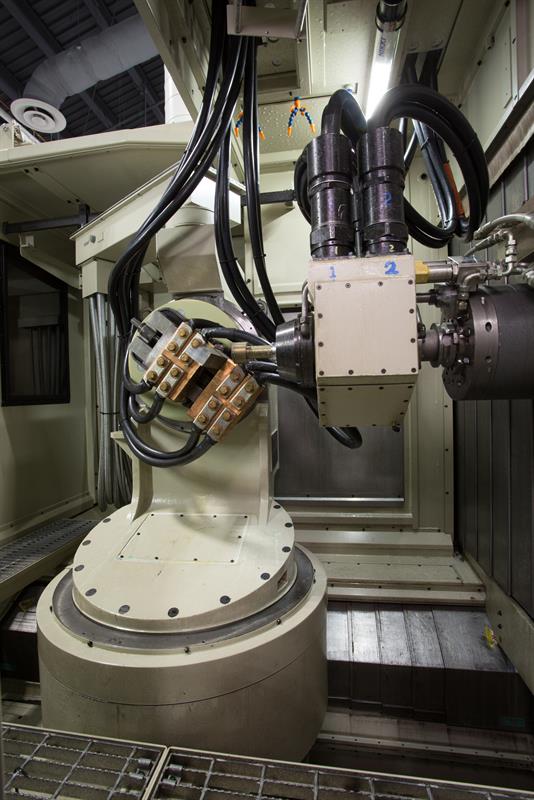
Spindle-mounted electrode set to cut side of part mounted in electrified vice
The process is carried out in air with an electrode held in the machine tool spindle; the working end is doused by through-spindle coolant that functions as an electrolytic fluid. Operations such as slotting, pocketing, drilling and facing are performed. Although metal surrounding the cut part may be structurally changed (burned) by the process, that so-called heat-affected zone would be removed during subsequent traditional semi-finishing and finishing metalcutting cycles, without having to refixture the part. The cutting process imparts less stress on blisk-type components than traditional tools, says the GE Reports article.
Another element of cost saving is in tooling costs, as processing hard-to-machine materials tends to consume large quantities of relatively expensive cutting tools. In contrast, the required electrode, which is consumed during the process, costs much less than do milling tools, says Dolan, but still offers a working life greater than a factory shift, according to the GE Reports article. It goes on to claim that Blue Arc would cut machine tool capital costs by 30%, and the cost of cutters by 70%.
Removing quantities of alloy material at speed requires a great deal of electricity, much more than would be required by mechanical roughing cycles. Given Blue Arc’s speed advantage, though, its total energy consumption on a part-for-part basis would still be significantly less than a standard traditional milling process, Dolan says.

An electrode with coolant holes visible
First introduced in 2011, the Blue Arc technology has since been tried out by GE businesses and customers to make Inconel and titanium parts, says GE Reports. Certainly the current machine design has moved on from an earlier 2011 iteration of the same name that was more similar to EDM and employed the process vertically, submerged in an electrolyte bath (https://is.gd/apizow). GE originally invented and refined the technology, thanks to contributions from scientists at GE’s Global Research Centre (Detroit), with input from aviation, power, and oil and gas departments, according to the GE Reports article.

The Blue Arc process uses a modified Mitsui Seiki machine
Having built a prototype, Mitsui Seiki and GE are now working on multiple applications in which customers are willing to invest to develop manufacturing processes around the machine. Says the Mitsui Seiki vice president: “The key reality in all of this new technology [is that] it doesn’t matter whether it’s Blue Arc or cryogenic machining that came out a few years ago, or something else entirely, there need to be projects to start the thing off, to build confidence, [collect] empirical data and to gain market acceptance. The applications [for Blue Arc] now are coming forward rather rapidly.” The GE Reports article points out that interested companies may test out the machine by visiting GE’s Detroit site.
The Mitsui Seiki prototype machine that performs the Blue Arc process, visible in photographs with HW63-TD model markings in the GE Reports article, has been custom-built for the application on a “relatively standard” high performance 5-axis machining centre platform with standard spindles and components, according to Dolan, plus “a variety of unique features to satisfy the Blue Arc requirements.” Basic specifications provided show the machine to have a rigid prismatic slideway system, with axis strokes of 1,000 mm in X and 850 mm in Y and Z. Axis accelerations of up to 1.2 G support precision 5-axis contouring, while the direct-drive rotary axes
(B and C) are driven at speeds of 60 and 90 rpm respectively. The machine also features Fanuc drives and Fanuc F30iM-B CNC unit.
Dolan adds that Mitsui Seiki’s strengths match the requirements of the job, partly because it has a history of dealing with cutting hard-to-machine materials, or cutting to tight tolerances. And the likely volume demands also suit the company, as he explains: “The number of units that would be anticipated to be sold in a short period of time is relatively small. Which suits a company like Mitsui very well; we are a largely custom-machine tool builder.”

Tom Dolan
The GE Reports article claims that the process requires a machine with a smaller footprint than an equivalent wholly-mechanical machine tool, wastes less material and generates fewer airborne contaminants.
That the Blue Arc process derives its power from electricity rather than physical force also affects the design of the machine; it needn’t be built entirely for brute force. Says Dolan: “The machine tool’s structural design can now be aimed at the semi-finishing and finishing operations of the process; you can now put the right spindles in, there is no compromise to be made.”
And he concludes: “This is new for the marketplace in the machining world. It’s going to change a lot for very many customers down the road.”
This article was published in the February 2017 issue of Machinery magazine.


