
The company has been a participant in the Nuclear AMRC’s Fit for Nuclear (F4N) supply chain development programme (www.namrc.co.uk/services/f4n) that has made evident a growing awareness of the levels of opportunity available.
Managing director Chris Hart, son of the founder, explains: “A new VTL had been on our wishlist for some time, to replace an ageing manual machine, but F4N finally spurred us [to invest]. The programme made us take a detailed look at the business, from sales through to delivery, and identify where we could achieve gains.”
F4N helped identify the need for internal capacity for vertical turning and boring, to enable the company to maintain a high level of control over the machining quality of a range of components in house, rather than subcontracting them, he says.
The Hankook VTC-160/E offers both part turning diameters up to 2 m and a maximum turning height of 1.4 m, plus a 45 kW main spindle motor and an 18.5 kW driven tool motor, as well as a 24-tool station carousel offering 12 tools each for turning and milling.
“We looked at another machine of a different brand but found that not only was the Hankook of a higher build quality but that we were also more confident in Ward CNC and the overall package it offered,” he adds. “We had some specific non-standard requirements that went beyond the model specification – such as a larger diameter table – and Ward CNC was readily able to accommodate these.”
Fitted with a table that is 200 mm larger than the standard 1.6 m diameter unit enables the company to process workpieces weighing 10,000 kg, a capability that Hart calls “ideal for much of our larger diameter equipment”.
Its purchase decision was also made off the back of experience with Ward CNC’s service and support through an earlier purchase, a double-column Hartford machining centre for milling and drilling (travels of 2,000 by 1,970 by 920 mm) that, since 2009, has been consistently producing a myriad of holes of between 6 mm to 90 mm diameter and up to 250 mm deep at the firm’s Bradford factory.
Managing director Chris Hart explains: “Much of our machining is based on the production of holes – sometimes thousands – as well as straightforward milling, plus vertical turning and boring, in Duplex and other exotic materials such as titanium, Hastelloy and stainless, as well as high nickel stainless steels – and any mistakes would cost dearly. So, we must have the right tools for the job; machines that we know will consistently produce high class results on projects that can have lead times extending to 24 months.”
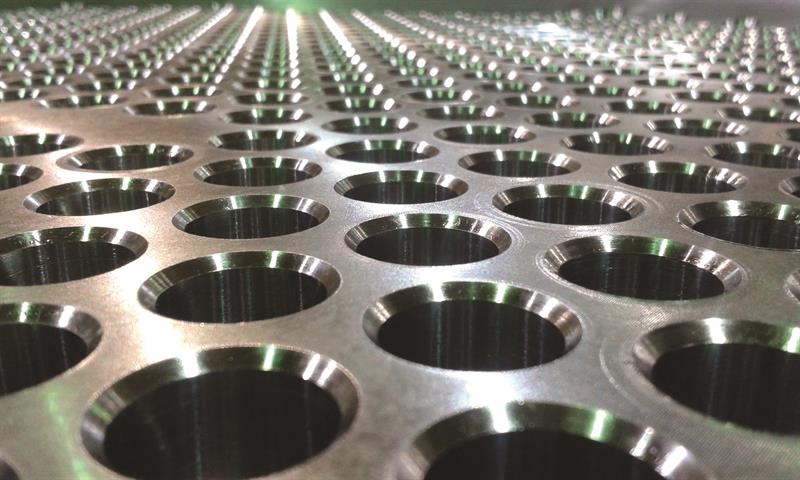
To carry out this work, the company chose the large Hartford machining centre out of a crowded field of competing equipment because of what Graham Hart calls its robust construction based on a cast iron frame, a design that, in the company’s estimation, was the most well-built machine in that price bracket.
Concludes Hart: “Every hole must be accurate in terms of dimension, parallelism and perpendicularity, and the Hartford consistently delivers on all counts.”
First published in the energy supplement of the July 2016 issue of Machinery magazine

