
Although not necessarily offering faster shipment to UK postcodes than the much larger laboratory at its European headquarters near Stuttgart – both are next-day via UPS – Faro’s new UK centre (02476 973000) aims to be closer to the metrology brand’s second-biggest European market (after Germany). Next year, the Rugby site may begin to service customers in Scandinavia and Benelux, too.
The main purpose of the operation is to recertify and recalibrate the equipment, both to international standards (ASME B89.4.19 for trackers and B89.4.22 for arms, although the latter will switch over to new standard ISO 10360-12 when it is published later this year).
As part of both recertification and recalibration, Faro determines that equipment measurement error remains within the published specification. But the recalibration service goes a step farther, mapping errors in the product’s measuring envelope and compensating for them, ensuring that the tool is working optimally at all positions.
While Faro metrology equipment recertification is open to any service provider, and is a competitive area, only Faro is able to offer recalibration, as it is the OEM. This offers the company an advantage, one that is being bolstered by the creation of a new post, internal sales specialist, held by Steven Nutt, to market warranty programmes. An annual service and maintenance contract includes recalibration; the premium warranty also provides a loan unit.

Two Faro Laser Tracker Vantage units in the facility’s testing lane. Units are tested by taking measurements of target SMRs (spherically mounted retroreflectors) placed on blue stands installed at known distances; results are compared with those of a reference tracker (yellow). Those results are verified by readings taken in a second room, where temperature, humidity and airflow are strictly controlled.
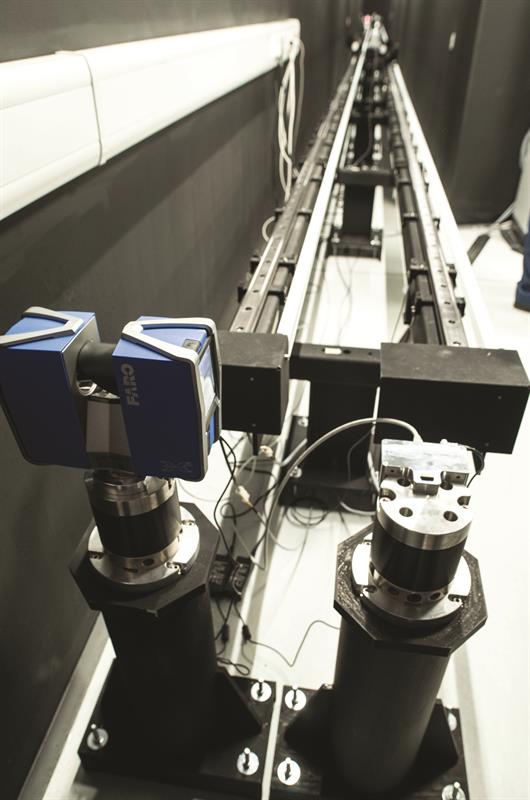 A chain-driven sledge carrying four circles painted in different shades drives back and forth on a 23 m long bar; it stops at certain points (whose distance is again precisely known) to test laser scanners’ luminosity measurements. These tests are conducted in the dark to minimise the risk of interference.
A chain-driven sledge carrying four circles painted in different shades drives back and forth on a 23 m long bar; it stops at certain points (whose distance is again precisely known) to test laser scanners’ luminosity measurements. These tests are conducted in the dark to minimise the risk of interference.
 To recertify Faro portable articulating 3D CMMs (arms), specially trained technicians run through an hour’s worth of measurements using an independently calibrated ballbar. For high accuracy models, including the Gage, Prime, Platinum and Titanium models, the work is carried out three times in three different labs over three days: first in the cold room at 18 °C; then in the hot room at 28 °C; then at an ambient 23 °C. These temperatures mark either end (and the middle) of the units’ operational specification, so the tests are repeated in each room to ensure the temperature compensation factors in the software are accurate. Says service manager Graham Catton (left), who modelled for the camera: “These are short arms. We do up to 12 ft [long] arms. You’ll see operators starting to dance – that’s what I like to call it. They get into a routine; it’s a bit like Strictly Come Dancing.”
To recertify Faro portable articulating 3D CMMs (arms), specially trained technicians run through an hour’s worth of measurements using an independently calibrated ballbar. For high accuracy models, including the Gage, Prime, Platinum and Titanium models, the work is carried out three times in three different labs over three days: first in the cold room at 18 °C; then in the hot room at 28 °C; then at an ambient 23 °C. These temperatures mark either end (and the middle) of the units’ operational specification, so the tests are repeated in each room to ensure the temperature compensation factors in the software are accurate. Says service manager Graham Catton (left), who modelled for the camera: “These are short arms. We do up to 12 ft [long] arms. You’ll see operators starting to dance – that’s what I like to call it. They get into a routine; it’s a bit like Strictly Come Dancing.”
 Chequered walls test the laser scanners’ black/white correlation ability. Distances between the stand and the white spheres in the room (and on ceiling) are known to within a few microns, so help verify the precision of the scanner’s distance measurements
Chequered walls test the laser scanners’ black/white correlation ability. Distances between the stand and the white spheres in the room (and on ceiling) are known to within a few microns, so help verify the precision of the scanner’s distance measurements
This article was first published in the June 2016 issue of Machinery magazine.