
Most metalcutting works better with lubrication. But commonly-used water-soluble coolant needs to be looked after to keep it at its best or, rather, to avoid it being at its worst. Doing so maintains optimal tool performance and reduces the need for coolant changes.
First, coolant is constantly being dragged out of the machine in swarf, so needs topping up, and at the correct concentration. Conveyor system suppliers Mayfran (01204 366469), LNS (01226 270033) and Cromar (1484 400200), among others, provide systems that extract coolant from swarf conveyors to help reduce that loss.
Second, bacteria can thrive in a sump, breaking down coolant, causing an unpleasant smell. Also, hydraulic or spindle oil may leak into the sump, potentially contaminating it and leading to skin irritation.
Third, it’s called coolant for a reason and should perform as such; rising temperatures can affect both component and tool.
In summary, Adam Land, product development manager of a new coolant system, Oracle (see later), at coolant supplier Jemtech (01825 767640) says: “There is a tendency among some component manufacturers to treat fluid management as a poor cousin, in comparison to workholding, tooling etc. Even the most enlightened manufacturing companies fall some way short of having robust and systematic fluid management protocols and processes in place.”
Remembering to change machines’ coolant filters, topping up and/or replacing coolant are regular shopfloor machine maintenance tasks with which a variety of coolant suppliers may be able to offer a helping hand.
For example, supplier Coolant Management Services (01455 557200) offers modular services ranging from simple supply of fluids to basic control, to complete management contracts.
The LiquidTool service from Swiss firm Blaser, offered in the UK by Jemtech, is a process to analyse a company’s metalworking fluid use. Data is recorded, analysed by proprietary software, and the gains of switching to Blaser fluids presented.
A number of suppliers offer web-based reporting of this information. Houghto-Trend software from Houghton International (0161 874 5000), for example, provides users with a web-based form for planning, recording and reporting fluid usage. The facility’s interface is said to be flexible enough to cater for the needs of small and large businesses alike. Each machine’s reservoir has its own unique identifier. Users can create schedules for level checks, sampling, filter changes, machine clean-outs and fluid condition testing.
Elsewhere, Fuchs Lubricants’ Fluids Live (www.fuchslubricants.com/fluids-live) is an internet browser-based fluids recording, tracking and reporting tool that illustrates the amount of consumption at each machine tool, including the reasons for consumption, and aims to help engineering companies organise maintenance scheduling and production planning. Each system is bespoke; data capture is by handheld computer (although there is also a manual entry option).
Says Fuchs: “Proactive use of the data will allow for better inventory control, reduced and simplified waste management activity and accurate analysis of fluid consumption by machine, cell or process. Such data should allow users to plan maintenance strategies more effectively, and help reduce expenditure related to fluid usage.”

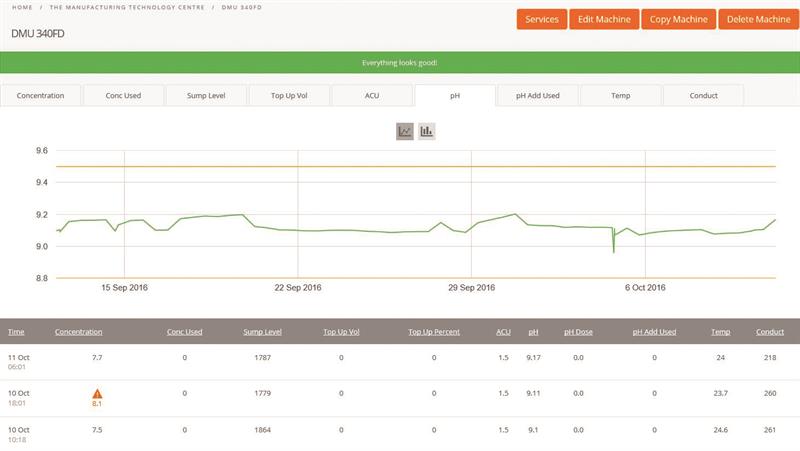
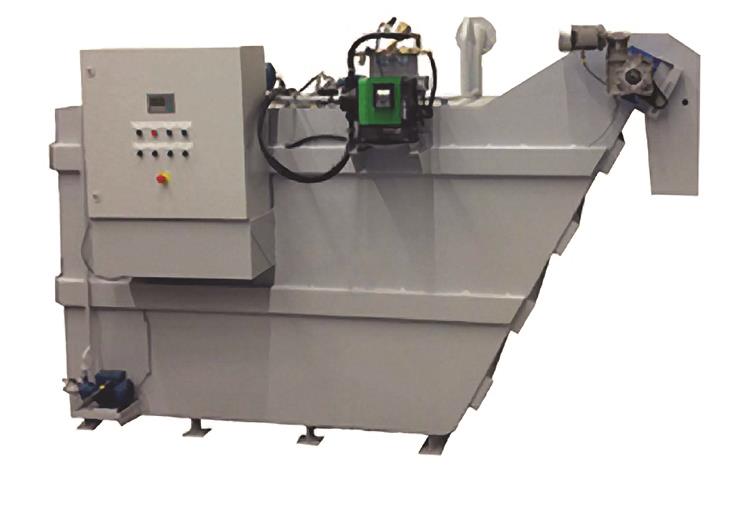
Earlier this year, Jemtech launched an innovative system that offers both web-based tracking services and automatic functions. Called Oracle, it supplies mixed cutting fluid at the correct pH to the machine tool it is connected to, automatically. The unit features a mains water connection, 50 l fluid concentrate tank and 12 l additive tank stocked with a pH booster – the two together said to be enough for between 900 and 9,000 l of coolant.
At the same time as monitoring and adjusting coolant volume, concentration and pH, the unit also monitors temperature and conductivity to watch out for out-of-tolerance deviations. It also records all of this information, including consumption levels, for further analysis and review. All of that data is available to view via a tablet or computer, or via the control dashboard mounted on the unit.
The system was developed in the UK with the Manufacturing Technology Centre in Coventry over the past two years, and is manufactured in Coventry. Oracle is offered by Jemtech with Blaser Swisslube brand coolants.
The new Oracle unit automatically tops up coolant, measures coolant parameters and records this data for later analysis
An alternative to the Oracle for larger-scale operations might be centralised systems that automatically maintain coolant chemistry in multiple machine tools.
SHOPFLOOR SOLUTIONS
For example, the Hydeaway Sudsaver Coolant Management System (Alpha Beta Technical Services; 0115 926 3503) treats a small amount of coolant from every connected machine, on a continuous basis. It sees a small (35 l) forwarding tank that collects coolant made to overflow from a machine sump. That coolant is pumped through a filter to a central dirty oil tank where it is treated for tramp oil (lubricant leaking from other parts of the machine) via an oil separator and optionally a UV line for bacterial control. Flow rates from individual machines vary from 2 to 20 l/min.
Another central coolant system, providing filtration only, is the Accustrip Microfil
(www.machinery.co.uk/76034) suitable for up to six machines. It piggybacks on a machine’s sump and coolant pump to feed a central unit that contains a filter.
For larger machine fleets, Perpetuum from Nedermann (0845 274 3434) removes tramp oil, particles and bacteria to increase coolant lifetime. It can also top up coolant levels. The system can be specified in four sizes – suitable for 1-5, 6-10, 11-15 and 16-20 machines – and incorporates a dredge tank, pumping stations, tramp oil separator, filter and mixer. Optional extras include a bacteria remover, pH meter and refractometer [to measure solution concentration and pH]. Nedermann claims that the system reduces the extent of coolant changes by more than 90%.
Swedish firm Vivex (www.vivex.se) offers a number of alternative central coolant systems of varying scales; it advises that such systems are best when multiple machines share the same type of coolant. Doing so makes the coolant dilution rate easier to standardise, it adds. Similarly, a central refrigeration unit controls all coolant temperature in a simpler and more cost-effective way than running separate chillers on each machine, the company says. Its Mustang product, for example, feeds up to 10 machines with water-based coolant, separating tramp oil and automatically topping up sumps to the appropriate volume and dilution rate. The larger Bison unit handles up to 25 machines.
TEXT BOX
New boron and formaldehyde-free coolants
- Houghton’s HOCUT 4000 coolant (07813 810 961) is compliant with new chemical regulations, and also offers versatility of use and the opportunity to reduce costs. It is said to have specially enhanced lubricity characteristics to improve productivity by reducing cycle times.
- The TRIM MicroSol range of semi-synthetic coolants from Master Chemical (01449 726800) has high mechanical lubricity and the ability to optimise production costs through higher cutting quality, longer tool life and long sump life. A new variant is MicroSol 519, based on older sibling 690XT, which is a premium product aimed at the aerospace market. TRIM MicroSol 519 is effectively its general-purpose counterpart. It provides medium to high levels of lubrication, without the need for chlorinated or sulphurised extreme pressure additives. It is said to be particularly well suited to machining and grinding cast iron, and is also compatible with steels, aluminium alloys and yellow metals.
- Quakercool 740, developed by Quaker Chemical Corporation (+31 297 544 644), is part of the new Quakercool 700 and 7000 series portfolio. Engineered for ferrous-based materials, it is a low-oil-containing emulsifiable coolant with no added chlorine, sulphur, boron, secondary amines, formaldehyde or phenolic compounds. It is said to have good fines handling properties, providing exceptional tramp oil rejection and reduced drag-out, which contribute to lower usage. The biostable technology is also said to provide excellent sump life and microbiological resistance.


