
It’s a busy time for the manufacturer of speciality machines for creating cooling holes in turbine vanes and blades, primarily using EDM, ECM and also a laser process; sales revenue is expected to quadruple to £6 million year-on-year, thanks mainly to orders from jet engine and gas turbine OEMs (although the company did not want to specify names), according to European sales vice president Jan van Egmond.
The 20-employee company was founded in 2002, a year after founder Jason Duffin left MJ Technologies in the mid-1990s. That company was the predecessor of Winbro, which is the other UK blade drilling machine manufacturer, also in Leicester.

As combustion temperatures increase in jet engines and gas turbines in order to improve efficiency, components, including blades (aerofoil fin on the rotating disc) or vanes (the stationary part), are drilled to produce cooling holes that help maintain their metallurgical condition and avoid thermal damage. These holes connect with an internal cavity through which pressurised air is pumped to create a cool film across the part surface.
The company sells not so much a machine as a turnkey drilling process: in addition to the hardware, it will use proprietary software to program each hole drilling sequence, based on a CAD model of the part, as well as design and manufacture workholding jigs and fixtures (Erowa is a supplier, represented by REM Systems, 01452 750581), and prove out the complete process.
For its EDM machines, TEK4 employs a standard machining centre carcass, which it uprates, and a Haas Automation multi-axis CNC. To this it adds its own process CNC, with display, that tracks, and can store a record of, the penetration of every hole drilled. The control system not only detects when the electrode tip comes through the back of the material (‘breakthrough detection’) but also detects the onset of breakthrough (‘pre-breakthrough detection’) to prevent drilling too far into the cooling cavity, or electrode overrun on the outside of a part.
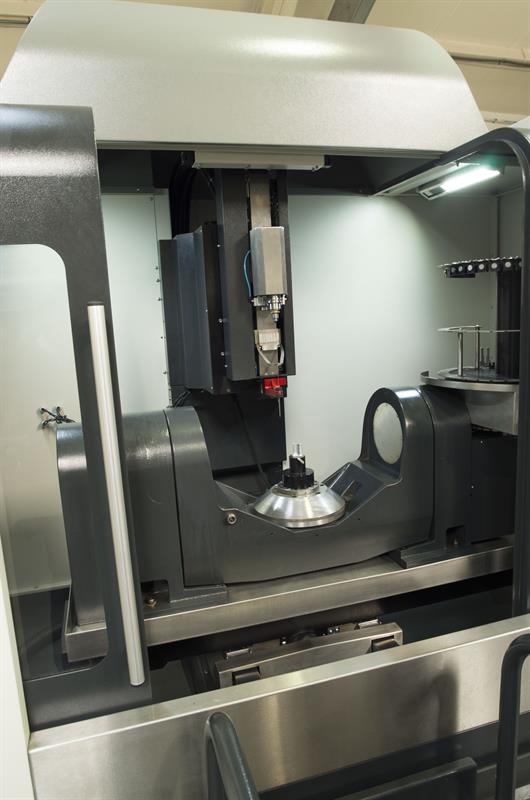
TFHD XL EDM machining area (travels of 1,000 by 500 by 500 mm); it uses electrodes 400 mm long. An automatic toolchanger holds up to 14 (right)
The machines also feature TEK4 hardware, including a high precision tilting rotating trunnion that moves in the A and B axes. The device is of TEK4’s own (patented) design and is equipped with harmonic drives that offer increased precision. TEK4 also installs an automatic electrode guide and changer to allow automated operation, plus a Heidenhain touch-probe to verify part position and support automatic system set-up.
In addition to these EDM machines, the company manufactures other drilling machines that use ECM and laser-based processes.
Next year, TEK4 plans to launch a combined laser and EDM machine to enable processing of engine parts that are ceramic-coated; as EDM requires a conductive surface, the machine will employ a laser to remove the thin ceramic coating to reach the metal below for EDM drilling. This will allow both processes to be used on one machine in a single set-up.

This article was first published in the November 2016 Machinery magazine aerospace supplement.


