
(UPDATED 11:05 am, UTC - first caption updated with more information)
The three components are: a scale model of an earth re-entry capsule with novel lattice structure made from Inconel 718; a titanium (Ti64) jet engine thrust nozzle; and an air-brake door hinge in Maraging steel. At a meeting last December, highlights included: the achievement of lighter weight parts with the same mechanical properties; AM production speed improvements; issues relating to post-processing of AM parts; and design software developments.
The parts are being progressed as part of the LIGHT project (full title: Inspiring New Design Freedoms and Light-Weight Solutions for Metal Additive Manufacturing), which kicked off in December 2013. Supported by Innovate UK, the UK’s innovation agency, this project aims to implement and validate CADCAM solutions for lightweight components that are to be 3D printed from metals. In addition, LIGHT has investigated the use of novel low-density lattice structures to support overhanging geometries and so prevent deformation during printing.
LIGHT has three key aims:
[] To demonstrate additive manufacturing for three typical end-users by manufacturing light weight parts to demonstrate the benefits of AM utilising lattices and hollow structures;
[] To develop an innovative CADCAM solution for lightweight product design for AM, including lattice structure design tools;
[] To inspire new design freedoms for metal additive manufacturing to create advanced lightweight structures and products.
The seven-organisation LIGHT project consortium is co-ordinated by software specialist Delcam, supported by engineering services firm Magna Parva, software firm Simpleware, AM service provider CDRM, AM machine and material manufacturer EOS, the Bloodhound SSC 1,000 mph land vehicle project and design, product development and IP generating company HiETA Technologies.
At a December meeting in Leicester at its headquarters, Magna Parva presented a scale demonstrator of an earth re-entry capsule with lattice structures. The design of the part’s lattice structure is being further optimised to produce a lighter part – the objective is to reduce the capsule’s weight by 50% while maintaining the same mechanical properties as that of a traditionally manufactured part.
 Magna Parva's scale demonstrator of an earth re-entry capsule with lattice structures - 1/10th scale model of the ExoMars earth re-entry capsule (major diameter 1.4 m)
Magna Parva's scale demonstrator of an earth re-entry capsule with lattice structures - 1/10th scale model of the ExoMars earth re-entry capsule (major diameter 1.4 m)
HiETA’s thrust nozzle demonstrator has also been manufactured and is now undergoing testing to verify its heat transfer and compression properties. Results demonstrate that current design is capable of meeting the part’s design requirements with a significant weight reduction.
As regards the thrust nozzle’s manufacture, EOS reported a 40% reduction in the build time of the latest iteration of the thrust nozzle. This was achieved by adapting the parameters of machine on which the part was built to suit the geometry of the part, rather than simply using the standard settings that were used for previous builds.
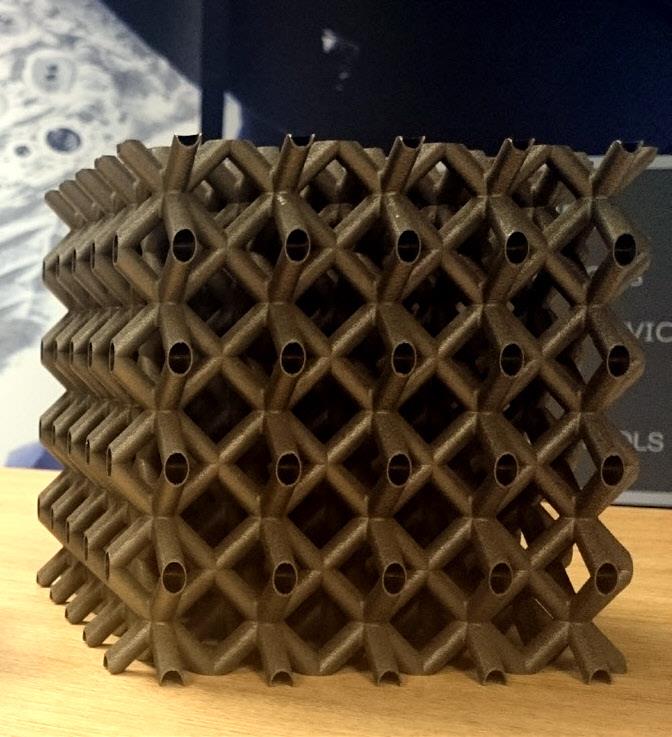
EOS has been experimenting with lattice structure construction to help Magna Parva find the optimal
solution for its earth re-entry capsule
The Bloodhound SSC Team, which is developing an airbrake door hinge as its demonstrator for the LIGHT project, reported that its design is now in the production engineering phase. The latest design iteration gives serious attention to post-processing requirements. With so much focus going in to topology optimisation and lightweighting, the subtractive post-processing of AM parts is often overlooked, causing problems downstream, the project partners report. Manufacture of the part by project partner CRDM has begun.
In parallel with this, Delcam and Simpleware have been developing the lattice design software, called PartBuilder, that the other project partners are using to create part lattice geometries. Feedback from consortium has led to a number of enhancements to the software.
Recent developments to PartBuilder include: an updated customer unit cell library (including the introduction of a double lattice gyroid cell); a custom cell filling algorithm; the integration of Simpleware DLL symmetry into PartBuilder; and various upgrades to the user interface. The LIGHT project partners will start using and testing the software as they prepare the final iterations of their demonstrators.
The LIGHT project concludes in May 2016, with information dissemination following.


