US-headquartered
Third Wave Systems is the main proponent of physics-based machining, via its Production Module software, and is spreading the message in the UK via a number of regional events.
Typical benefits include a 20-30% cycle time reduction achieved when machining difficult materials, with tool life maintained or bettered, advises Nick Shannon, the US-based sales engineer covering the UK.
"Our goal is to provide a solution that gives engineers more information about their cutting processes than they could ever get from trial-and-error testing, and give them the ability to easily use that information to make decisions to improve their processes, reducing machining costs and allowing them to get to market faster," he explains.
Today, the largest market for Production Module is aerospace, followed by automotive, oil and gas, and then the medical sector.
Supplied as a 2D package, for turning, or a 3D version, for milling, Production Module is officially described as "a validated NC optimisation solution that integrates physics-based material models, CADCAM inputs, tooling and workpiece geometries, plus machine dynamics to predict and display performance indicators not easily attained from trial-and-error tests". The key indicators revealed are force, stress and temperature, in fact.
 Makino demonstrated Production Module-optimised titanium machining at the recent IMTS show held in Chicago
Makino demonstrated Production Module-optimised titanium machining at the recent IMTS show held in Chicago
It is important to understand that Production Module is not a technology to generate NC toolpaths and data from scratch, nor does it automatically update NC toolpaths and data, but rather provides information that allows engineers to improve existing processes or model new ones.
There are three levels of analysis and, in each case, optimisation can prioritise speed, part quality or tool life. The first level is for jobs that are currently running well, but where a reduction in cycle time is desired. Following an analysis of cutting forces, the current toolpath code is optimised with respect to feeds, with that new code returned to the machine, either directly or via the desired CADCAM post-processor. A cycle time reduction of 20-30% is possible here.
Level two analysis additionally sees different cutting tools analysed for a given toolpath in the virtual environment, highlighting how each tool behaves (the toolpath is not itself modified in this approach). This provides knowledge prior to investing in a new cutting tool and testing that tool on a machine. Cycle time reductions of up to 50% are possible with this, Shannon offers.
In a level three analysis, different cutting strategies are applied in a virtual environment to obtain the best toolpath, with the outcome of this then subject to the first analysis for feed optimisation. The critical element here, says Shannon, is application of end-user knowledge, with the benefit for this level of analysis being a huge 60-80% cycle time reduction.
Production Module is said to be particularly useful in 5-axis machining, allowing a complete understanding of cutting angle and related cutting force in each direction. Five-axis machine tool specialist Liechti (M-Tech UK, 0116 241 5791) uses the software for just this purpose, reports Third Wave Systems. With cutting forces identified in both magnitude and direction, the company can discern what cutting force is going into the workpiece and what into the spindle. And it can identify what the best tool inclination angle is and whether a trailing or leading strategy should be applied (see also (
this steam turbine roughing video. Another machine tool user, Makino (NCMT, 020 8398 4277), recently displayed a Third Wave Systems feedrate-optimised titanium machining example at Chicago's IMTS exhibition, held in September.
Fundamentally, understanding where high forces are present allows feedrates to be modified at those points, as opposed to backing off across the whole NC program, as is typical practice. Production Module reads each line of NC code and predicts forces, along with spindle power, chip geometry and operating conditions.
But how can Production Module predict these forces, stresses and temperatures so accurately? Shannon says this partly relies on the company's original product, AdvantEdge, and partly on technology licensed from General Motors and developed and validated with more than $30 million in funding from the United States Department of Defense (see below). Used mainly by cutting tools developers, AdvantEdge employs FEA, with the FEA model built around tested material properties (140+ as of December 2014). This is Third Wave Systems' primary technology, which has been developed, refined and applied over almost 20 years.
To obtain those properties, materials are analysed in a laboratory to reveal attributes such as thermal softening and strain hardening. But, importantly, this FEA model is validated.
Material passes through Third Wave Systems' machining laboratory in Minneapolis, Minnesota, where, for example, its DMG Mori machining centre fitted with a Kistler piezoelectric force plate dynamometer is set to work cutting the material to validate predicted forces. Dozens of aerospace and automotive customers have also contributed to the validation efforts to ensure accuracy.
In addition to all this, to further verify its data the company works with the US's National Institute of Science and Technology on temperature validation areas, the UK's AMRC with Boeing, various German universities and additionally cutting tool companies using AdvantEdge software in their tool development and design efforts.
So, in order to generate the materials database that underpins Production Module, Third Wave Systems runs the AdvantEdge software FEA model on a cluster of some 1,000 computer nodes, performing a large 'design of experiments' process. This operation populates a database that thus enables Production Module to generate a variety of parameters for an entire cutting path.
Shannon underlines the importance of Third Wave Systems' approach, saying: "The real differentiator for us is that the data underpinning Production Module is based on validated FEA models. Others are based on cutting trials alone. By using FEA, we can test almost any cutting condition in a virtual fashion, not just those for which we have made test cuts. Our test cuts validate our FEA model, they are not the database itself."
BOX: Third Wave Systems in brief
Third Wave Systems was set up some 20 years ago by Kerry J Marusich. The company's chief technical officer and the primary architect behind the software is his brother Troy Marusich, who explored a physics-based approach to machining in his doctoral thesis.
With its first contract won from Boeing, the 40-employee firm today has a sole focus on metalcutting machining simulation software, although a US Air Force-funded investigation into composites machining has begun for materials used on the F-35 Joint Strike Fighter.
Third Wave Systems has developed two software packages. The first is AdvantEdge, a finite element analysis-based software package that is used widely in the cutting tool design industry and, more recently, Production Module, which actually originated from within General Motors. Production Module was launched in 2001, with its official unveiling at the EMO exhibition in 2005, in Germany.
AdvantEdge sees a virtual cutter rotated into the virtual material, with close analysis of the cutting edge revealing physical effects such temperature and its distribution, cutting forces, pressures, stress and material forming/chipping characteristics, for example. Although some large OEMs do use this to develop their machining processes, cutting tool designers and makers are the main audience; nearly every major global cutting tool firm employs it.
But it is AdvantEdge that makes Production Module possible.
FAST GUIDE TO USE
To use Production Module, users must input: machine data (controller information; table limits; feed/speeds and spindle power); workpiece information (stock geometry, material); toolpath set-up (G-code or APT/CLS code); and tool set-up (type, such as turning, and its basic geometry).
Having input this, the user can, for example, 'run forces', which will result in a graph of force (tangential, radial or axial – selected separately) versus time (horizontal axis). There will be peaks, troughs and areas of constant force displayed.
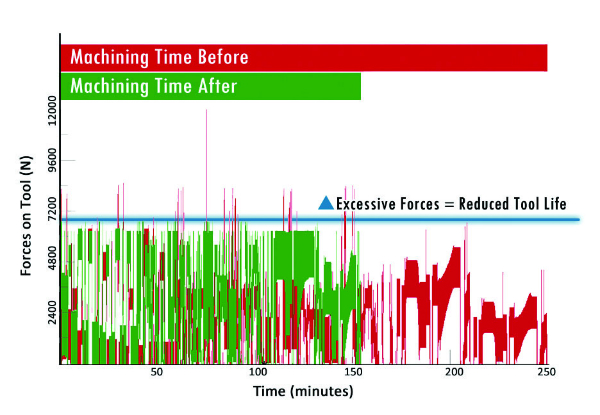 Production Module shows where excessive and sub-optimal cutting forces exist, allowing feedrates to be altered and, in so doing, reducing cycle time, as well as tool wear
Production Module shows where excessive and sub-optimal cutting forces exist, allowing feedrates to be altered and, in so doing, reducing cycle time, as well as tool wear
In the case of a simple feedrate optimisation, the user then sets various parameters that include: maximum tangential force; maximum in-cut feedrate; maximum air-cut feedrate; and air-cut clearance distance.
After running the optimisation process, the new graph will show that peaks have been reduced (feedrate reduced), and troughs and low constant load areas raised (feedrate increased), such that the plot is of more uniform rectangular shape. And, happily, the cycle time will have been reduced, while tool life will at least be the same but, more likely, will also have improved, as the peak forces have been eliminated.
A powerful example of Production Module's capability comes from Texas-based Bell Helicopter. Some years ago, the company had reached a production capacity ceiling for its V-22 helicopter. Manufacturing engineers could not investigate process improvements without the risk of adversely affecting deliveries.
A titanium part that required 30% metal removal was chosen as a test; machining time was reduced by 30%. Since then, V-22 part cycle times have been cut by an average of 25%, with better tool life also a win. Bell Helicopter reports that its investment in Production Module has delivered the highest return of any cost reduction initiative across the V-22 programme.
BOX: Vericut Force arrives mid-2015
Following an agreement with $63 billion turnover United Technologies Corporation (UTC, owner of Pratt & Whitney), CGTech (01273 773538) will launch Vericut Force in mid-2015, adding further capability to its existing Vericut software.
CGTech is to use UTC's PromptFM, a physics- and mathematics-based modelling software package, which is designed to optimise machining rates for parts within aerospace, automotive, industrial and other markets that use automated machining. Since implementing PromptFM in its own internal machining processes, UTC says it has seen productivity improvements of up to 50%.
Vericut Force determines the maximum reliable feedrate for a given cutting condition, based on four factors: force on the cutter, spindle power, maximum chip thickness and maximum allowable feedrate.
In addition, Force calculates ideal feedrates by analysing tool geometry and parameters, detailed cutting edge geometry, material properties of the stock and cutting tool, and Vericut cut-by-cut contact conditions.
The technology interpolates cutting conditions using a proprietary set of materials coefficients that can account for the strength of material and the effects of friction and temperature.
A key point, says CGTech, is that "the materials data is created from actual machining tests and does not rely on extrapolating from finite element analysis results". This, it underscores, is its differentiator.
And so, the company adds, "the unique cutting coefficients used by Force result in the most accurate cutting force calculations available today".
Turning and drilling optimisation capabilities will be offered first.



