
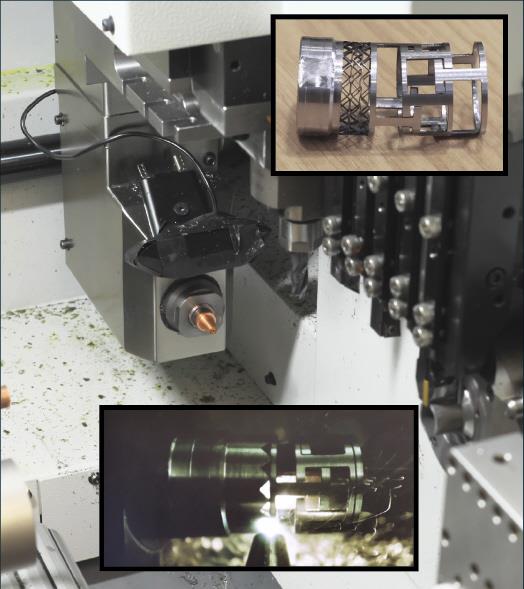
A solution for swarf chipping in operations that produce stringy results, LFV technology has been under development for some three years, with the first eight Citizen Cincom L20-VIII models delivered during autumn last year to selected customers for a six-month prove-out; there are now some 20 in the field, reports Citizen Machinery UK managing director Geoff Bryant (01923 691500).
None of those is in Europe, but the technology’s recent outing at AMB, Stuttgart, and BIMU, Milan, saw orders taken at both events. Customers were invited to bring their problem parts to the Open House in Watford, with orders for LFV-fitted machines taken.

More than 400 people pre-registered for the Open House; a record for such an event. Orders of more than £2 million were taken, LFV machines among that
The addition of LFV technology to an L20 will add around 10% to its purchase price. But by releasing an operator from swarfing duties and making possible reliable unmanned running, the cost benefit is there, even for companies with just a few problem parts, suggests Bryant, who says that non-availability of skills is the biggest constraint to investment in this area of turning.
High pressure coolant, fitted to 80% of Citizen Cincom sliding-head units sold in Europe (Miyano; 30%), is the current solution to the problem of stringy swarf, but not a 100% one, as is LFV. That doesn’t mean LFV, which can be switched on and off in cycle, is a substitute for the former, but rather more a complement. It will reduce high pressure coolant’s use, but not eliminate it, according to Bryant.
LFV model L20s feature different slideway drive systems to the standard machine, but are still motor- and ballscrew-driven. Not unsurprisingly, engaging LFV will see higher volumes of slideway lubricant used.
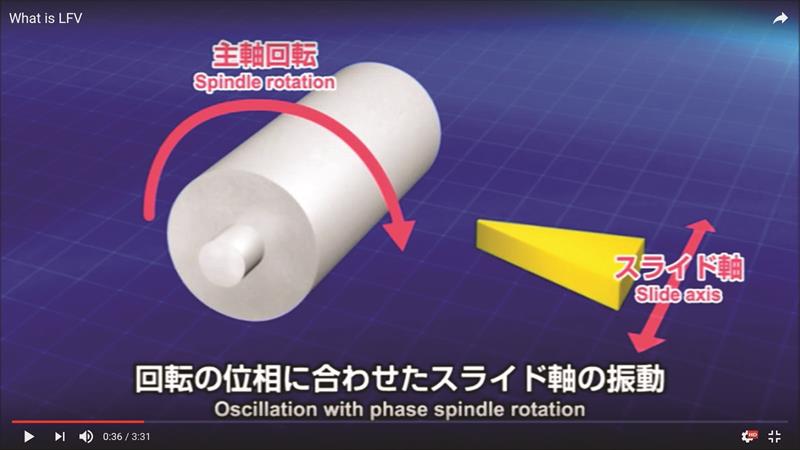
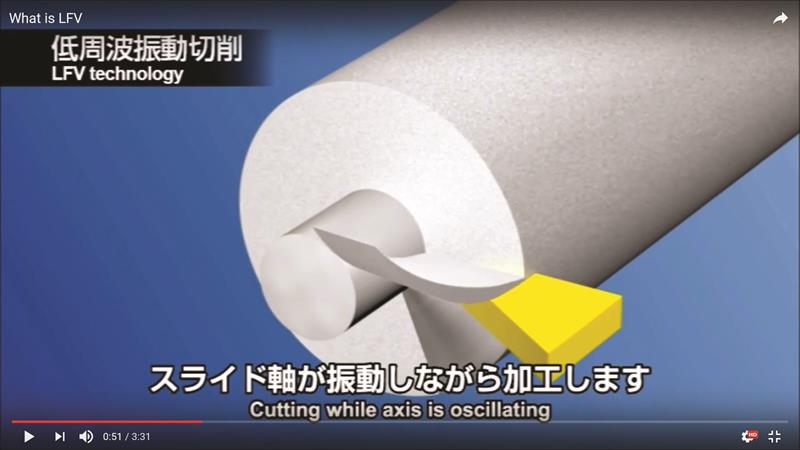
[1] LFV sees back and forth axial motion in Z, X or both axes...
[2] Here in Z the tool follows an essentially forward but undulating journey...
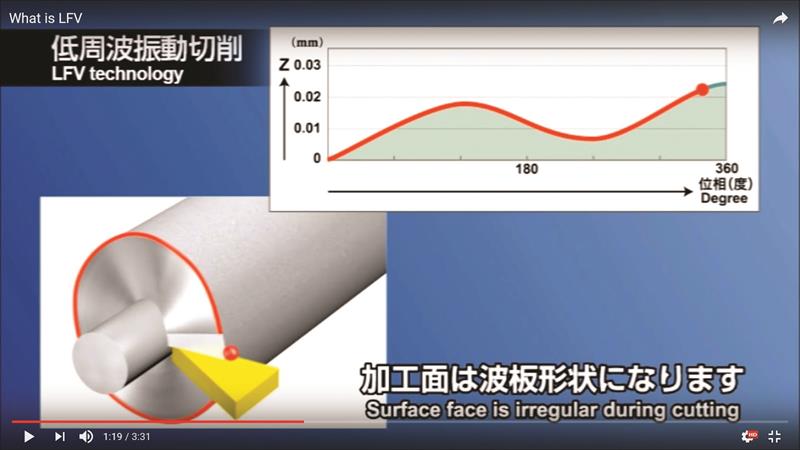
[3] ...with the unwrapped surface reflecting that path...
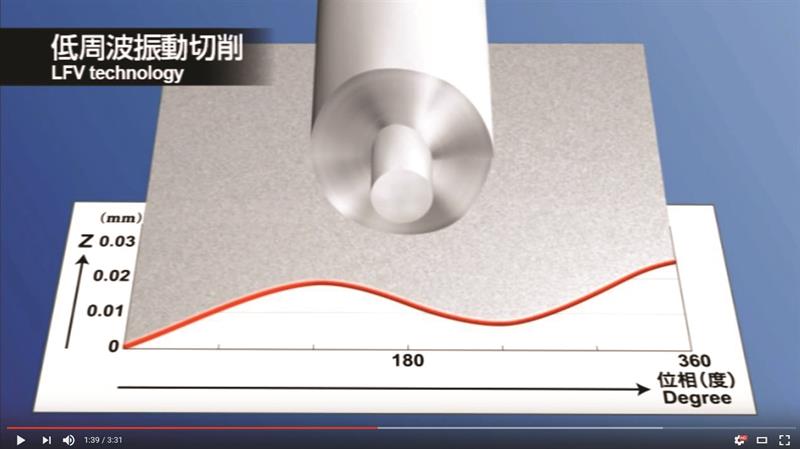
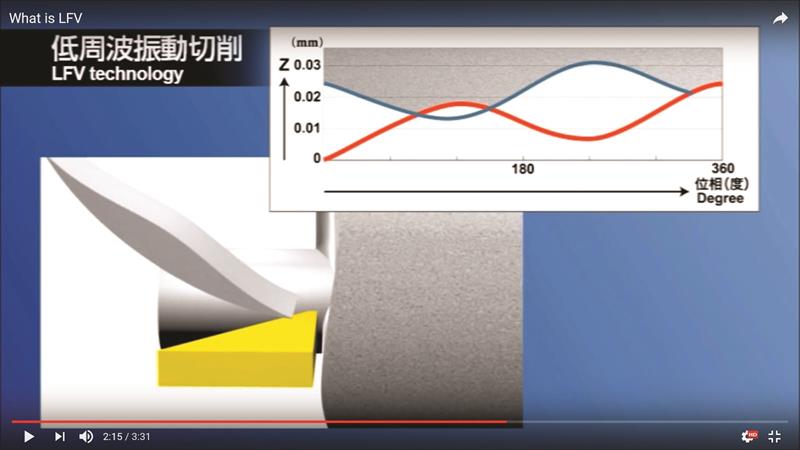
[4] ... chip thickness varies...
[5] ...subsequently getting thinner as the tool and undulating surface move away from each other...
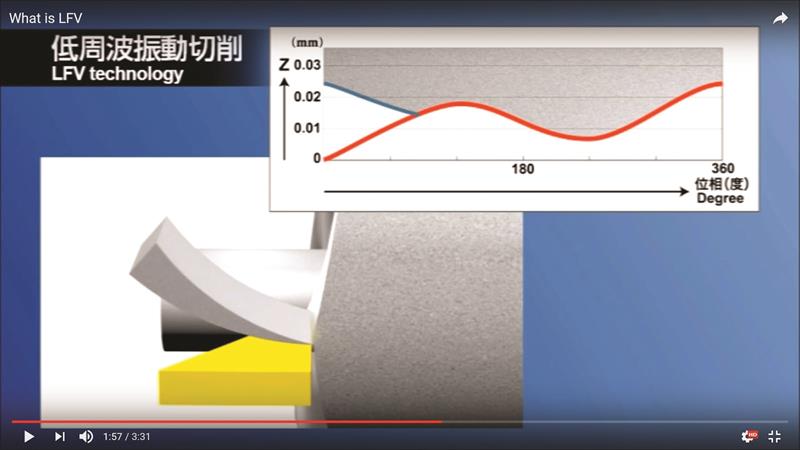
[6] until air-cutting sees a chip produced.
THE DETAIL
Two modes are currently available: Mode 1, 0.05 mm/rev, and Mode 2, 0.06 mm/rev. The former is typically for turning and parting off, the latter, a ‘softer’ movement, typically for drilling. All canned cycles work with LFV. Two forthcoming application areas will be for, one, cross-drilling units and, two, threading (Mode 3).
Citizen suggests a maximum spindle speed of 7,500 rpm for LFV use, but that is not a strict limit, although ‘harder’ Mode 1 would likely be undertaken at up to a maximum of 3,000 rpm. But surface speed to achieve swarf chipping can be reduced when employing LFV, anyway, providing the additional benefit of longer tool life and more reliable unmanned running. And while lengthening cycle time, the benefits of a continuous process still outweigh that negative.
The above graphics have been taken from a Citizen Machinery UK YouTube video; view the complete sequence at https://is.gd/arixod
This article was first published in the November 2016 issue of Machinery magazine.


